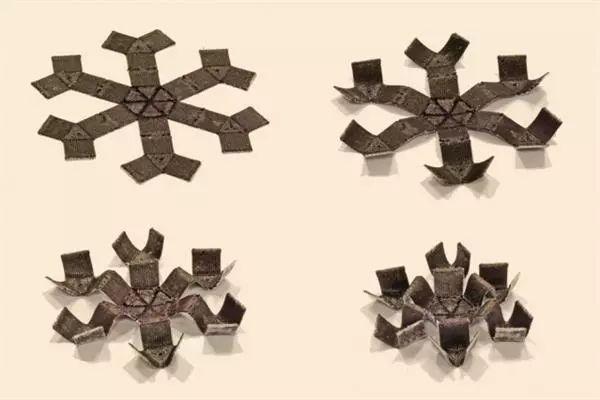
美国麻省理工学院的工程师们创造了一种 3D 打印的软性结构体,其运动能通过外部磁场控制,就好似没有绳子的木偶一般。这一结构体能够在磁铁的控制下进行多种变形:一个在磁力作用下,光滑的表面起了波纹的环;一个一端能张合的管道;一个能自行折叠的金属片;一个蜘蛛形的“爪钩”,能够爬行、滚动、跳跃,还能及时抓住一闪而过的球。它甚至还能在磁铁的引导下用自身包裹住一粒小药片,将药片运送到桌子的另一端。这些磁力结构体的背后是一种加入了微小磁性颗粒的 3D 打印墨水。研究人员在 3D 打印机的喷嘴周围安装了一个电磁铁。当墨水通过喷嘴时,电磁铁导致其中的磁性颗粒朝同一方向排布。通过控制 3D 打印结构体各个部分的磁场方向,研究人员制作出的结构和装置可以在几乎瞬间之内变化成复杂的形状。除此之外,由于结构体的各个部分都会对外部磁场作出响应,它们也可以移动。麻省理工学院机械工程和土木与环境工程学院的赵选贺教授表示,这一磁性结构体所使用的相关技术能够被用来制造磁控的生物医学设备。“我们认为这项技术在生物医学领域有非常大的前景。”赵教授说,“举个例子来说,我们可以在某根血管周围放置一个结构来控制血液的流动,或者使用磁铁来引导另一个装置通过胃肠道,从而采集图像,提取组织样本,清除阻塞或将某些药物输送到特定位置。在设计和模拟后,我们可以直接将所需要的磁性结构打印出来。”[图片]图丨Yoonho Kim, 赵选贺, Hyunwoo Yuk(从左至右)赵教授和他的同事们在 6 月 13 日的《自然》杂志中发表了这一成果。论文中的合著者有麻省理工学院的 Yoonho Kim、Hyunwoo Yuk、Ruike Zhao,还有新泽西理工学院(New Jersey Institute of Technology)的 Shawn Chester。日新月异的领域该团队开发的磁性结构体属于“软驱动装置”——在机械手段下能进行形状变换或移动的柔软、可变形材料,例如随着温度或 pH 变化而膨胀的水凝胶装置; 在充足的刺激(如热量或光照)下变形的形状记忆聚合物和液晶弹性体; 通过空气或水驱动的气动和液压装置; 或是在电压下拉伸的电介质弹性体。但是水凝胶、形状记忆聚合物和液晶弹性体的变形过程都非常缓慢;气动和液压装置都必须将相关设备和气泵、水泵连接起来,因此它们效率不高、难以远程控制;电解质弹性体的变形需要非常高的电压——通常要超过一千伏。“目前没有一个理想的软性机器人可以在人体或类似的封闭的空间内不受限制地执行任务。”研究人员 Kim 说,“这就是为什么我们认为磁控装置这一理念有很大的发展空间。磁控装置快速、有力、对身体伤害较小,并且可以远程控制。”[图片]图丨3D打印结构除了麻省理工这一团队之外,已有其它研究人员制造出了磁力驱动的材料,不过他们制造的装置只能完成一些相对简单的动作。大多数情况下,研究人员将聚合物溶液与磁珠混合,然后将混合物倒入模具中。一旦混合物固化,研究人员会在将结构从模具中取出之前对其施加磁场,从而使磁珠均匀磁化。“在我们之前,研究人员只做出了能够延长、缩短和弯曲的结构体。”Yuk 说,“我们的挑战在于:该怎样做出一个能执行更复杂任务的结构体或机器人呢?”“区域”游戏麻省理工的研究团队没有制造内部磁场方向完全一致的结构体;他们在结构体中创建了磁性“区域”——结构体中的独立部分,其中的磁性粒子拥有与其它区域不同的磁场方向。当结构体暴露于外部磁场中的时候,由于各部分粒子对外部磁场的响应不同,每个部分的移动方式都不尽相同。正因为如此,该小组认为他们的结构体能够执行更复杂的细致动作。通过他们的 3D 打印平台,研究者们能够打印出一个结构体的不同部分,也就是不同的磁性“区域”。在打印每个“区域”时,他们都会改变打印机喷嘴周围电磁铁的方向,从而调整特定“区域”中磁性颗粒的方向。该团队还开发了一种物理模型,用于预测印刷结构在磁场下如何变形。这一模型的变量包括印刷材料的弹性、结构体中各个“区域”的形状,以及施加外部磁场的方式。该模型可以预测整个结构体变形或移动的方式。Ruike 发现模型的预测结果与团队用不同结构体进行实验的结果非常接近。[图片]图丨3D打印结构除了会起波纹的环、会开闭的管道,和类似蜘蛛的“爪钩”,研究人员们也制作了一些复杂的结构,例如一个能快速收缩或沿两个方向伸展的“拉胀”结构。赵教授和它的同事们也打印了一个印有嵌入电路和红绿 LED 灯的环。根据外部磁场的方向,环可以通过变形,点亮红灯或绿灯。“我们已经开发了一个供其他人使用的打印平台和预测模型。人们可以设计自己的结构和“区域”形态,用我们的模型验证它们,并打印它们以实践各种功能。”赵教授说,“通过编译结构、“区域”和磁场等的复杂信息,我们甚至可以打印机器人等智能机器。”佐治亚理工机械工程系的教授 Jerry Qi 表示,这一团队的成果将会引领一系列快速、远程控制软性机器人的设计与研发,尤其是在生物医学领域。“他们的研究非常新颖。”Qi 教授并没有参与这项研究,但是对他们的工作给予了很高的评价。“人们可以在人体内使用软性机器人,或者在不易接触到的地方使用软性机器人。利用这篇论文讲述的这项技术,我们可以在人体外部施加磁场,无需在人体内使用任何布线。由于它们响应速度快,软性机器人可以在短时间内完成许多动作。这些都对于实际应用非常重要。”
- 暂无回复 -