相册



3D Systems的金属增材制造工艺和Cimatron模具设计软件使得模具镶件的冷却循环大大减少。若注塑冷却循环过程中的温度变化较大,会导致零部件翘曲的风险大大增加。对传统方式设计和制造的注塑汽车管道进行测试时会在整个测试过程中产生132˚C的温度波动,B&J Specialty公司因此向其客户推荐使用随形冷却注塑镶件,以便实现更为均衡的冷却。为实现该目标,B&J Specialty的工程师使用了3D Systems的Cimatron®软件来进行模具设计,内部冷却水路根据零部件的表面随形设计。为了生产出复杂精准的内部冷却水路,他们采用了3D Systems 金属增材制造设备ProX® DMP 300进行打印。全新的随形冷却模具镶件在冷却过程中将温度变化降低到了18˚C,且将模具收缩循环时间从1分钟降到了40秒,整体生产效率提高了30%。[图片] 根据Jarod Rauch的说法,ProX® DMP 300 可将公差控制在英寸三千分之一到四千分之一次优冷却水路导致较大的温度变化随形冷却模具利用现代技术解决了存在已久的问题。许多注塑件都是曲面, 但用于创造冷却水路的钻孔却只能钻出直线。在大多数情形下,这就意味着冷却水路无法与零部件的几何特征相匹配。传统方式制造的冷却直线必须绕过零部件的最外层,以避免对模具型腔产生干扰,这就意味着靠近零部件中心越近的部分通常离最近的冷却水路较远。因此,经常会在冷却过程的一开始就导致零部件上出现明显的温度变化。B&J Specialty对汽车管道进行了重新设计,以便增加冷却效率,其特点是具有多个不规则曲面。在原始模具设计过程中,是通过一个中心和定子块钻出冷却直线,以便调整模具的几何特征,允许一定程度的翘曲。而对于不规则形状的管道而言,管道的几大重要特征都与冷却水路无关,因为存在着直线通道的限制。由此产生的温度变化会产生残余应力,导致零部件在冷却的时候变得弯曲。过去,零部件制造商们常会延长冷却循环周期来解决这个问题,以确保将零部件从模具上卸下之前使零部件完全固化,并对镶件进行调整以便允许一定程度的翘曲。这种方法存在的问题是延长冷却循环周期会降低生产效率,增加零部件制造成本。[图片]与传统直线冷却水路相比,金属3D打印随形冷却水路将温度变化降低了86%借助随形冷却水路改进模具根据Jarod Rauch(B&J Specialty公司的信息技术和3D打印经理)的说法,汽车管道是改进版随形冷却设计的一个很好的应用实例,可以提高零部件的质量,减少报废率,缩短冷却循环周期。B&J Specialty向一个客户(汽车供应商)提出了这个解决方案,该客户答应对新方法进行测试。得到了原始几何数据的CAD文件后,B&J Specialty公司工程师使用3D Systems的Cimatron模具设计软件开始了设计工作。Rauch称B&J Specialty是在研究随形冷却在金属3D打印机上的应用时接触的Cimatron软件。“我们看到3D Systems提供了一个完整的端到端解决方案,包括模具设计软件、3D打印建模准备软件和3D打印机,正是这一点让我对这个解决方案非常满意,”Rauch说道。与Cimatron合作后,B&J Specialty公司工程师放弃了原来的直线冷却水路,并用随形冷却水路取代,水路与零部件表面的距离保持恒定。采用金属3D打印技术进行最终的模具生产使得工程师能够设计复杂的冷却水路,同时截面和接口表面的质量得到了改善。此类功能确保了湍流,进一步增加了从模具传递到冷却剂上的热量,使得冷却效率更高。能够更高效地进行模具冷却后,就降低了零部件的缺陷率(比如翘曲和缩痕),确保了零部件的质量。这种方法降低了校正、试错率和抽样率,生产的零部件质量更高,为模具制造商和运营商节约了大量的时间和金钱。通过精确的模拟仿真设定期望值B&J Specialty公司工程师随后将模具文件从Cimatron软件导入Moldex3D(注塑仿真软件),以便进行整体的冷却仿真。“Cimatron与Moldex3D完全兼容,使得我们能够很容易地就对整个注塑过程进行模拟仿真,并绘制出模具和零部件的温度变化图,找出热点和冷却点,并模拟不同冷却时间造成的效果,”Rauch说道。该仿真过程还给指出了一些重点可以改进的区域,在实际生产之前可对此类重点区域的冷却策略进行重新设计。将原始模具设计与全新的随形冷却水路设计进行仿真对比,结果显示新零部件的温度分布得到了极大的改善,温度变化降低了86%。[图片]Cimatron与Moldex3D完全兼容,使得我们能够很容易地就对注塑过程进行模拟仿真,以便采用数字化手段对设计进行评估具有随形冷却水路的3D打印模具镶件B&J Specialty公司工程师随后使用了3D Systems 3DXpert™金属增材制造软件进行模具镶件的设计,为生产做准备。他们导入零部件的数据,优化几何特征数据,计算扫描路径,布局3D打印构建平台,并将数据直接从3DXpert软件发送到的3D Systems ProX DMP 300 金属3D打印机。ProX DMP 300采用高精度的激光头,使用3D Systems LaserForm®材料。对于汽车管道模具,B&J Specialty公司使用了马氏体时效钢材料。[图片]B&J Specialty公司使用随形冷却水路,借助直接3D金属打印将生产效率提高30% “ProX DMP 300在制造随形冷却水路方面表现很棒,因为其精度非常高,”Rauch说道。“我们可允许三千分之一到四千分之一的公差。”3D Systems的直接金属打印(DMP)专利技术使得我们能够使用更小的材料颗粒制造出最为精细的细节和最薄的壁厚。最终可实现零部件表面粗糙度5μm(200Ra微英寸),并且不需要太多的后处理。生产效率大大提高打印完成后,B&J Specialty公司使用蓝光3D扫描仪将镶件扫描到3D Systems Geomagic® Control X™检测计量软件,将网格覆盖在设计好的几何体上,对金属3D打印模具镶件进行验证。随后将镶件寄给汽车供应商,供应商再将镶件安装到铸模机上。Rauch表示:“基准测试结果显示随形水路使得冷却过程更为均衡,因此缩短了冷却循环时间,将生产效率提高了30%。由于随形冷却使得冷却循环时间缩短,因而降低了注塑压力,导致模具寿命大幅度提高,反过来又降低了分模线的磨损,减少了模具的复杂细节。”
- 暂无回复 -


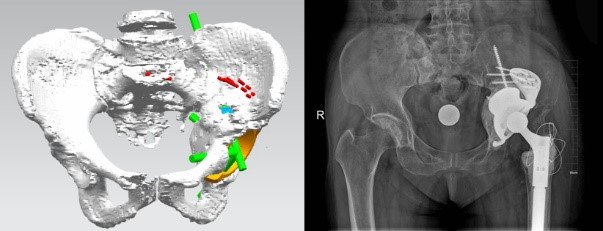
“我又能走路了!”顾阿婆的兴奋溢于言表!科技日新月异,3D打印技术已经不是新鲜词汇了,只不过,将3D打印技术应用于高难度复杂关节翻修手术,个性化精确制定治疗方案,让75岁的顾阿婆重新站立行走,这是科技之光,更是患者之福。日前,苏大附一院骨科施卫东主任医师团队就成功实施了这样的手术,术中多个技术的成功实施在苏州市乃至江苏省内也属于领先开展。[图片]不能走路,谁之过焉?顾阿婆16年前因左股骨颈骨折做了全髋关节置换术,手术顺利,多年来她都未曾有不适症状。但两年前,她的左侧髋关节开始出现疼痛感,逐渐加重直至不能走路,经诊断,顾阿婆患上了左全髋关节置换术后假体松动!原来,在2000年左右,国内开始大量开展人工全髋关节置换手术,这项技术确实极大地改善了因髋关节疾病而致残的患者的生活质量,但由于当时条件限制,人工关节的材料、设计、加工、手术技术均有局限;更重要的是,人工关节假体都存在使用寿命的问题,因此这类手术患者经过近20年的生活,植入体内的人工关节逐渐出现各种问题,需要进行翻修手术。而且,施卫东主任同时指出,这些患者还普遍存在高龄、合并有多重疾病、身体状况欠佳等问题,而且,需要翻修的髋关节骨缺损严重且缺损的形态各异,患者自身还伴有不同程度的骨质疏松等问题,这些,都为治疗带来了极大的难度!难度重重,如何破题?施卫东主任团队利用3D打印技术将顾阿婆的髋关节患侧位置进行同比例模型打印,结合相关影像资料对顾阿婆的病情进行了详细的研究与分析,他们发现,既往的常规翻修手术方法竟无法在顾阿婆身上实现。作为骨盆与下肢股骨联结的重要部位,顾阿婆的髋臼侧假体松动,无法承担原本的支撑与活动的作用,而且假体周围存在严重骨溶解、骨缺损,髋臼假体内陷、翻转,这,就是顾阿婆无法走路的真正原因!施卫东主任指出,顾阿婆的髋臼骨缺损量非常大,几乎有成人半个拳头的大小,既往此类患者可以通过自体骨移植弥补缺损骨头的方案无法实现,由于自体骨供应量有限和异体骨容易被吸收等原因,这让手术即使成功也无法达到稳定支撑的作用。不仅如此,施主任通过对患者的骨密度检测发现,顾阿婆的骨密度结果显示:腰椎T值-4.9,股骨颈T值-4.3,这样的骨密度意味着一位正常成人就可以轻松将顾阿婆的骨头“捏扁”!在这样的骨头上做手术,好比在烂泥墙上打钉子,如何固定?几乎不可能![图片]3D打印技术完成不可能之任务如何解决顾阿婆的困境?如何以较小的创伤、精准的假体、有效的固定来修复顾阿婆的髋关节?或许,3D打印技术可以实现!施主任团队通过对患者的病情及其髋关节的三维CT扫描的仔细评估,决定为顾阿婆做骨质疏松治疗的同时为她量身定做一套翻修用的髋关节!术前,团队利用有限元软件完成建模、打印出与患者等比的3D骨盆模型,并设计出与顾阿婆髋关节精确匹配的髋臼杯、填充块及股骨侧假体的试模块进行体外手术演练。团队精心“备战”,为顾阿婆的手术做最周全的准备。施主任介绍,真正的手术过程与演练相似,将填充块塞入髋臼,将髋臼杯覆盖其上,并利用3D打印的个性化优势合理选择髋臼杯上的打孔位置与方向,使髋臼杯尽量与髋关节上骨密度高的部位通过螺丝固定在一起,并且多方向打钉,四周锁紧,牢牢固定,最后将髋臼杯与股骨侧假体匹配固定,完成手术。施主任特别提出,此次手术使用的假体为钛金属合金一体打印而成,与患者的自体骨接触部分为类骨小梁结构,该结构中的孔隙可以让自体骨长入、融合。[图片]左图为模型:橙色为髋臼杯;蓝色为填充块;绿色为固定髋臼杯的大直径螺钉;红色为固定髋臼翼杯的小直径交叉锁定螺钉;右图为术后影像图可以说,3D打印技术在这类手术中的优势非常明显,匹配的假体与患者自体骨质接触充分、定向的交叉锁定螺钉固定技术可使假体达到有效的即时固定,类骨小梁结构能有利于患者自体骨长入、骨整合,达到有效远期固定。果然,顾阿婆在术后5天就可以在助行器的辅助下恢复行走,术后一个月已经恢复负重行走的状态。[图片]科技之光让更多患者重展笑颜一项新技术的开展离不开医院、科室、团队以及患者和家属等多个层面的支持与努力,在骨科杨惠林主任的积极关心下,经过近3个月的精心准备,在麻醉科、手术室等多学科医护人员合作下,施卫东主任医师、林俊副主任医师团队顺利为顾阿婆完成了左侧髋关节翻修手术。阿婆的家属特地送来锦旗表达感谢,而对于团队来说,阿婆恢复行走后重新绽放的笑颜,是比什么都重要的肯定!据了解,此次手术中应用的3D打印的类骨小梁结构填充块、髋臼杯、延长且匹配的股骨侧假体、定向的交叉锁定螺钉固定等技术,在苏州市乃至江苏省内也属领先开展。相信未来,3D打印技术还将进一步在医学领域中得到广泛应用。
- 暂无回复 -

3D打印技术即快速成型技术,又称为增材制造,它是以数字模型为基础,运用粉末状金属或塑料等黏合材料,通过逐层打印的方式来构造物体的技术。3D打印技术结合了材料技术、数字建模、信息处理等多领域的前沿技术,打破了传统加工的思维模式,被视为“第三次工业革命最具标志性的生产工具”。3D打印技术在珠宝、工业设计、建筑、汽车、航空航天、医疗产业及其他领域都有应用。[图片]陶瓷材料具有高强度、高硬度、耐高温和耐腐蚀等性能,广泛应用于生物、机械工程等领域,但由于其硬而脆的特性造成陶瓷的成型加工困难、加工工艺成本高、耗时长。将3D打印技术应用于陶瓷产品生产将会大幅减少陶瓷产品的生产周期和生产成本,对陶瓷产品的利用具有推动作用。1.3D打印陶瓷技术目前陶瓷3D打印技术主要有激光选区烧结技术(SLS)、熔融沉积成型技术(FDM)、分层实体制造技术(LOM)、三维打印技术(3DP)和喷墨打印技术(IJP)等。1.1激光选区烧结技术(SLS)激光选区烧结技术(SLS)主要通过压辊、激光器、工作台3个结构组件相互搭配来实现。其具体原理是通过压辊将粉末铺在工作台上,电脑控制激光束扫描规定范围的粉末,粉末中的粘结剂经激光扫描熔化,形成层状结构。扫描结束后,工作台下降,压辊铺上一层新的粉末,经激光再次扫描,与之前一层已固化的片状陶瓷粘结,反复操作同一步骤,最后打印成品。[2]激光选区烧结技术的主要优点是打印材料广泛、成型效率与材料利用率高、成本较低等。由于成型过程中需要激光的引入,粉末需要预热和冷却,成型周期较长,后续处理工艺复杂。同时由于所采用的原料粉需要能在激光作用下粘结并且高温完全烧成,因而能够制备的产品种类有限。1.2熔融沉积成型技术(FDM)熔融沉积成型技术的原料是热熔性陶瓷材料,多数被制作成便于存储运输的丝状。熔融沉积打印设备主要是由配合送料辊、导套和喷头三个部分组成的。开始时,热熔丝状材料通过送料辊,在从动辊与主动辊的共同运作下进入导向套,导套的摩擦系数较低,使丝状物料准确、连续地进入喷嘴。物料在喷头内受热熔化,根据计算机输出的数字模型进行打印。[3][图片] 熔融沉积成型技术不需要激光技术的帮助,具有成本低的优点,使用维护方便。缺点是打印过程需要支撑结构,在堆积打印的过程中,随高度增加,上部分质量增加,下部材料强度不足以支撑和固定上部材料。尤其是在打印形状复杂的制品时,上层打印物往往比下层打印物面积更大,为了使陶瓷制品在打印中不崩塌,需要外设支持结构。熔融沉积成型技术原理简单,过程相对易于控制,但打印过程需要较高温度将打印材料熔化,这就要求材料在热熔化后不易分解且保持适当的流动性。为了满足制品结构性能要求,打印材料要具有一定的抗压强度和一定的刚度。为保证材料的尺寸精度,材料在凝固成型过程中的收缩率不能过大。因此陶瓷熔融沉积成型技术受到了很大的制约。1.3分层实体制造技术(LOM)分层实体制造是利用激光切割陶瓷薄膜片材,采用背面涂有热熔胶的薄膜片材为原料,层与层间依靠加热和加压粘结,各层形状累积叠加起来成为实体件。热熔胶里含有树脂,有机粘结剂等,通过热熔胶机送到被粘合物表面,热熔胶冷却后即完成了粘合。[4]分层实体制造技术利用陶瓷薄片的切割累加成型,是直接由面到体的成型方式,省略了其他技术由点到线、由线及面的加工过程,这是分层实体制造技术与其他3D打印技术相比的优势。 [图片] 分层实体制造技术采用的陶瓷薄片可以利用流延法制备得到,国外对于流延法制备陶瓷薄片的技术已经比较成熟,原料获取十分方便。分层实体制造技术的成型速度快,前期准备工作简单,但是材料利用率较低。其成型原理简单,工作空间大,适合加工尺寸较大的零部件,但分层实体制造技术加工出的零件力学性能较差、精度较低,不适合加工精密零件。 1.4三维打印技术(3DP)三维打印技术是利用计算机控制精密喷头先将粘结剂溶液按照零件界面形状喷射在铺平的陶瓷粉末上,再将粉末粘结在一起形成零件轮廓,如此层层堆积,最后进行后期处理得到所需零部件。三维打印技术成型原理简单,能适应打印多种陶瓷材料,如氧化锆陶瓷、锆英砂、氧化铝、碳化硅和氧化硅等。由于该工艺采用喷射黏结剂的方式粘结,因此黏结剂的选择以及配比比例非常重要。符合要求的黏结剂必须有适当的黏度和表面张力,为了满足这个要求,有时需要在黏结剂中添加一定量助剂,如分散剂、活性剂。1.5喷墨打印技术(IJP)喷墨打印技术是从三维打印成型技术发展而来,该技术将陶瓷粉体与各种有机物和溶剂配制成陶瓷墨水,通过计算机指令将陶瓷墨水逐层喷打到平台上,形成所需形状和尺寸的陶瓷坯体。[5]陶瓷墨水的配制是喷墨打印技术的关键,要求陶瓷粉体在墨水中具有良好的均匀分散度,合适的表面张力、黏度及电导率,较快的干燥速率和较高的固相含量。喷墨打印技术不需要激光技术进行工作,节省了制作成本,然而,目前陶瓷墨水的配置以及喷墨打印头的堵塞等问题制约着该技术的发展。因此,在以后的研究中要注意以下问题:合理选用陶瓷油墨中无机非金属粒径的大小和粘结剂的粘度;根据油墨中各添加剂的含量,选取合适的喷头毛细管直径。2.3D打印陶瓷材料陶瓷材料具有耐高温、高强度等优点,在工业制造、生物医疗、航空航天等领域有着广泛的应用。3D打印陶瓷原料的研发也成为制约3D打印陶瓷发展的一大要素,研发新型3D打印陶瓷材料尤为重要。下面介绍几种尚处于研制中的3D打印陶瓷材料。[图片]2.1氧化铝陶瓷氧化铝是一种应用广泛的陶瓷材料,氧化铝陶瓷的原料来源广泛,成本低廉,现已成为陶瓷行业用量最大的原料之一。传统制备氧化铝陶瓷的工艺繁琐复杂、耗时耗力,3D打印陶瓷技术具有工艺简单,耗时较短,可操作性强的优点。使用3D打印技术生产氧化铝陶瓷,可以大大缩短制备时间,提高制品精度,扩大应用领域。在陶瓷3D打印技术中,为了保证陶瓷坯体具有良好的力学性能,氧化铝材料一般与有机物混合制成浆材、粉材或与其他合金粉末制成粉材。2.2磷酸三钙陶瓷磷酸三钙陶瓷又称磷酸三钙,其化学组成在人体骨骼中广泛存在,在医疗领域作为一种良好的骨修复三维支架而被广泛应用,还可用于预防和治疗钙缺乏的病症。磷酸三钙的化学组分与骨骼十分相近,具有无变异性、良好的生物相容性等优点,可以发挥良好的骨传导作用。植入后,磷酸三钙本身良好的生物降解性能够帮助机体更快地进行新陈代谢。所以,这种材料的发展前景十分可观,受到人们的密切关注。[2]国外已进行了磷酸钙陶瓷3D打印技术的相关研究。G.A.Fielding等将磷酸钙与乙醇混合制备出陶瓷浆料,并成功进行打印。同时国内学者对于磷酸钙陶瓷的生物活性也有着很深的研究,例如林开利等在磷酸钙陶瓷中加入具有生物活性的元素来提高磷酸钙陶瓷的生物活性,这对于3D打印生物陶瓷技术生物功能的提高有着重要作用。2.3有机前驱体陶瓷有机前驱体合成陶瓷的技术是在1960年发明的。经由前驱体制备陶瓷可从分子规模设计、网络尺寸成形、并具有低分解温度、高温性能稳定一系列优点,可用来制备多种新型陶瓷。其主要原理是将有机前驱物质(聚碳硅烷,聚硝基硅烷,聚硅氧烷等)进行热降解来制备陶瓷。具体过程为有机小分子通过缩合反应生成有机大分子,大分子在热或光等条件的催化下生成有机-无机中间体,也就是前驱体,然后对前驱体进行进一步的热裂解和烧结生成陶瓷。T.A.Schaedler等将UV固化技术同3D打印技术相结合来打印前驱体陶瓷,不但使陶瓷的复杂形状和精细结构得以实现,还通过高温烧结使陶瓷收缩,从而制备出高密度陶瓷。2.4氮化硅陶瓷氮化硅陶瓷具有高强度、低密度、耐高温等特性,是一种优异的高温工程材料。它的强度可以维持到1200℃的高温而不下降,受热后不会熔成融体,一直到1900℃才会分解,并且具有极高的耐腐蚀性,同时也是一种高性能电绝缘材料。Li等采用三维印刷与无压烧结相结合的技术,制备了孔隙率高于70%的多孔硅陶瓷材料。[图片]2.5碳硅化钛陶瓷碳硅化钛陶瓷具有层状的六方晶体结构,在生物、医疗等方面都有着广泛的应用。碳硅化钛材料兼具金属材料的高热导率、高电导率、良好的延展性、塑性和陶瓷材料的高强度、稳定性、耐腐蚀性、抗氧化性等优点。Sun等利用3D打印与冷等静压技术制备出致密度较高的碳硅化钛陶瓷。结语目前,国内对于3D打印陶瓷技术的研究还处于起步阶段,且远远落后于美国、德国、日本等国家的水平,还有很大的发展空间,3D打印技术在陶瓷领域的应用尚未成熟,从市场上考虑,目前3D打印陶瓷技术很难与市场接轨,难以形成规模经济。今后,我国3D打印陶瓷材料产业化发展的主要方向是加强3D打印陶瓷材料的基础研究,解决3D打印陶瓷材料的力学性能以及烧结成品收缩率等问题,开发系列化的3D打印陶瓷材料,并形成产业化的生产能力。参考文献:[1]纪宏超,张雪静,裴未迟,李耀刚,郑镭,叶晓濛,陆永浩. 陶瓷3D打印技术及材料研究进展[J]. 材料工程,2018,46(07):19-28.[2]贲玥,张乐,魏帅,孙炳恒,李正,周天元,张其土,杨浩,陈浩. 3D打印陶瓷材料研究进展[J]. 材料导报,2016,30(21):109-118.[3]邸浩翔,张琪琪,安晓光,郑镭. 3D打印陶瓷技术的研究进展[J]. 山东陶瓷,2018,41(03):18-24.
- 暂无回复 -

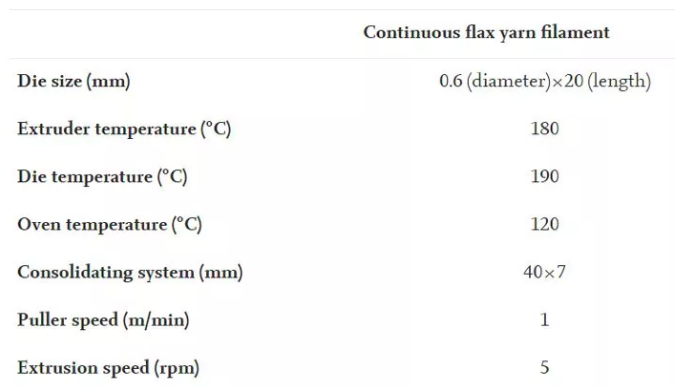
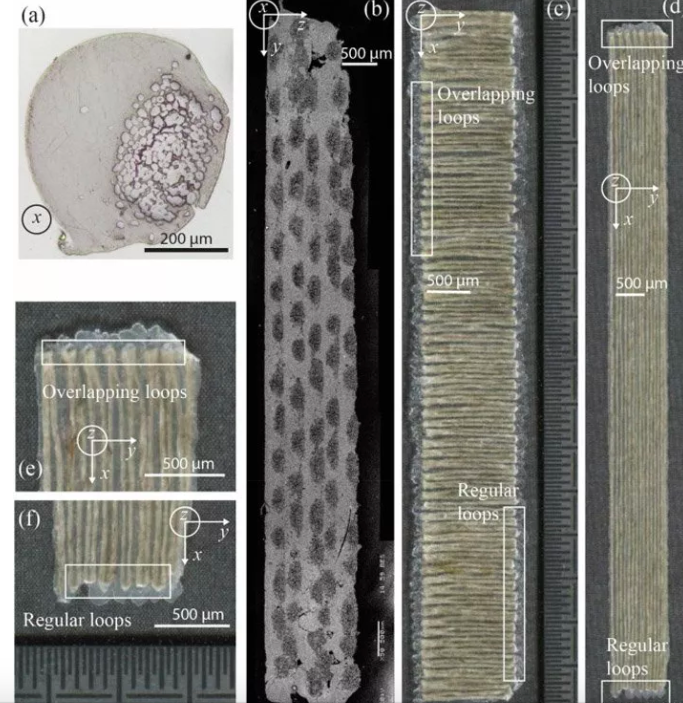
在“用于结构应用的连续亚麻纤维增强生物复合材料的3D打印”的研究中,作者A Le Duigou,A。Barbé,E。Guillou和M. Castro等人对在PLA等长丝的3D打印中使用亚麻等天然材料越来越感兴趣。[图片] 研究人员以FDM 3D打印为研究对象,通过加入连续亚麻纤维/聚乳酸(CFF/PLA)复合长丝,制备出力学性能最佳的生物复合材料。他们创造了一种定制的挤出技术,用于复合材料,作者称,该技术“证明了纱线在横截面内的均匀分布,而扭曲的亚麻纱则导致中尺度的富纤维区域。”研究小组对用亚麻制造一种新的复合材料很感兴趣,因为它的力学性能“很有前途”-通常很难找到所需的所有合适的品质。他们解释说,许多生物复合材料今天很受欢迎,但在使用许多不同的天然纤维时,其力学性能仍然不太合适。研究人员说:“CFF/PLA的拉伸模量和强度值超过了目前唯一公布的连续天然纤维打印复合材料的拉伸模量和强度值的4.5倍以上。”“拉伸性能与连续玻璃纤维/聚酰胺(PA)打印复合材料的拉伸性能相同,为生物复合材料在结构应用中的应用铺平了道路。其最弱之处在于其横向性能仍比类似的亚麻/PLA热压缩复合材料差。”其他纤维复合材料如玻璃、碳和芳纶也正在研究中,以提高3D打印性能,因为材料被“浸渍”以产生更好的结构。使用现场定制的Prusa i3 3D打印机,一个控制风扇旋转的Arduino卡,以及Simplify 3D软件,研究人员创建了一些可以进行评估的样本,并与之前的研究结果进行了比较。生产连续亚麻/PLA长丝的挤出工艺参数[图片] 作为一种纱线,亚麻是纺织品应用中复合材料的明显选择——可以提高织造强度。然而,作者指出,在“扭曲的结构”中观察到纤维束,影响了孔隙率和整体微观结构。“此外,亚麻纱线显示出与长丝中心的偏差,这似乎是由于共挤出头造成的。实际上,在共挤出过程中,聚合物流向垂直于亚麻纱,这导致其定位在长丝的边缘。”作者说。“试验结果表明,长丝内纤维体积含量超过35%,导致难以获得高质量的打印样品。因此,在目前的工作中,所开发的cFF/PLA长丝含有较低的体积分数,为30.4±0.8%(wf≈34.5%),这接近商用高性能碳/聚酰胺长丝。印花长丝不影响纤维含量,因此cFF/PLA生物复合材料的纤维含量与长丝相似。”与以下方面相比,纵向性能得到改善:·纯PLA(刚度为×7,强度为×4.5)·不连续天然纤维增强3D打印生物复合材料(刚度为×11,强度为×10)·连续黄麻/PLA打印生物复合材料的可用数据(刚度为×4.5,强度为×4.5) 研究人员认为,这些特性可以通过亚麻固有的更高机械性能,更高的纤维纱线高宽比,以及更好的纤维含量和整体均匀性来解释。“非线性拉伸行为是天然纤维单向复合材料的典型特征,其性能与热压缩,VARTM和AFP制造的长亚麻纤维复合材料以及商业3D打印机生产的连续玻璃/ PA复合材料相媲美。如此高的测量性能为结构应用开辟了3D打印生物复合材料,“研究人员总结道。“cFF/PLA打印复合材料的最弱之处是它们的横向性能仍然低于类似的亚麻/ PLA热压缩复合材料。在拉伸试验中观察到的损伤机理与在长丝展开的连续合成纤维/聚合物打印复合材料中观察到的相似。[图片](a)连续亚麻纤维/ PLA(cFF/PLA)长丝的微观结构;(b)未经测试的cFF/PLA样品横截面的SEM显微照片;(c)横向打印的cFF/PLA(90°);(d)cFF/PLA纵向打印(0°)。面板d的细节显示(e)环重叠和(f)规则环。 在过去几年中,与3D打印相关的材料科学已经取得了长足的进步。虽然桌面机用户的普及程度不断提高,研究人员和工业制造商继续使用像PLA这样的灯丝,但现在正在用各种其他材料如石墨烯、连续纤维甚至木材来制造复合材料。[图片](a)纵向;(b)cFF/PLA打印部件的横向断裂的宏观图像;(c)cFF/PLA打印部件的纵向横向断裂;(d)cFF/PLA打印部件的横向断裂的SEM显微照片。白色箭头证明纤维束剥离和基质失效。
- 暂无回复 -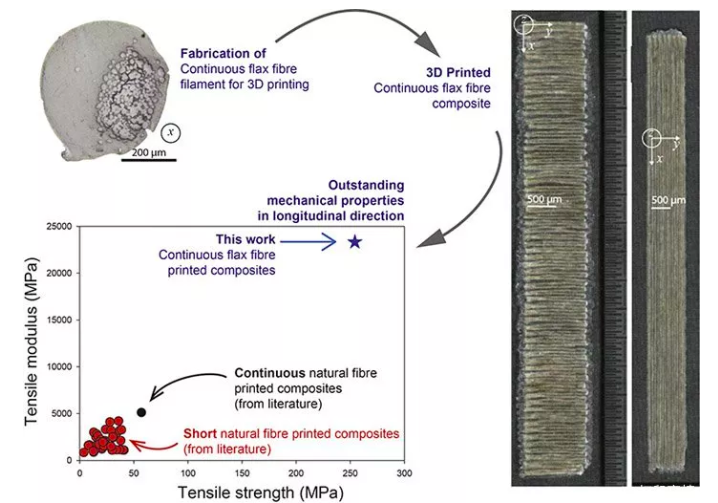
在医学临床中,从医学成像到3D打印的一站式制造的实现,正迎合了近期医学趋向“个性化”和精准医疗的需求。3D打印技术在临床中的益处已在多个学科尤其是骨科、矫形外科等得到证实,在临床中的应用,其益处已得到公认。在骨科临床领域,关于3D打印技术辅助关节置换的相关报道日益增多,尤其在复杂性关节置换中更为推荐。传统手术方法对于特殊患者的膝关节置换未能取得满意的疗效,而3D打印技术的发展,能够缓和甚至打破这种窘境,即使对于骨折后轴向肢体畸形的膝关节置换,3D打印技术也能辅助手术得到良好疗效。对于较难处理而经常出现在膝关节翻修术中遇到的骨缺损问题,构建新型多孔金属钽垫块来应对也是3D打印技术的运用实例。本文着重针对个体化器械操作(PSI)在全膝关节置换术(TKA)中现阶段的应用优劣总结相关问题进行阐述。[图片] PSI在全膝关节置换术中的应用优劣 利于术前个性化手术方案的制定 由于种族、性别等造成的不同患者之间解剖结构的差异,对TKA术者提出了严峻的挑战。接受膝关节置换的每个患者,因不同种族、性别,致使解剖结构必定存在差异,尤其是亚洲人,其变异率比欧美人更高,若下肢力线不能得到良好恢复,从长期疗效来看,假体松动、不稳定的风险就会增加,从而造成关节磨损和骨质溶解,以致需要接受膝关节翻修手术。因此解剖结构的异常会对手术医生的评估能力提出进一步考验,故如何提高术前评估准确度及设计个性化手术方案就显得尤为重要。对于特殊膝关节置换患者,进行术前建模能够有效提高截骨准确性及假体安放稳定性从而提高手术效果。3D打印PSI能构造拟施术关节的三维模型,实现复杂解剖结构的可视化,并能对股骨外翻角(FMAA)、外侧角(LFA)、髋膝踝角(HKA)、股胫角(FTA)等量化数据进行精确测量采集并处理,又可在模型上进行手术模拟,确定假体设计及定位,截骨的方向、程度及长度,若与预期情况有所偏差,可以及时进行手术策略调整,从而制定最佳个性化手术方案。充分及有针对的术前准备是手术成功的前提保障,PSI可使术前准备更充分,可实现假体最佳安放位置和假体大小的准确预测,还能最大程度减少试模次数。而假体位置不当及假体尺寸过大被认为是TKA术后膝关节僵硬的重要因素。Ettinger等的研究结果表明PSI在术前假体大小尺寸预测方面有非常高的准确性。Ollivier等依据CT扫描结果使用PSI辅助初次膝关节表面置换,PSI组患者术中使用假体均为术前计划时所选的尺寸,可以认为,PSI对于假体的大小和位置的预测是可靠的。通过在模型上进行手术预演,不但能预测术中可能出现的问题,可以及早制定应对方案,还有利于临床教学的开展,使手术过程更加直观,原理更加明朗。此外,还能一定程度上使与家属的沟通解释工作进行得更为顺利。[图片]利于提高术中操作准确性及手术效率 传统TKA对于股骨假体的放置定位,使用股骨远端髓内定位方法,根据股骨解剖轴来判断与机械轴相垂直的方向来推断截骨面,由此截骨面的确定必然不够客观,会更依赖于术者经验,手术时间的延长在所难免而且精确度难以保证。如果患者存在骨骼发育异常或是骨折后畸形愈合,解剖变异较大时,对线的准确性将更加难以保证。PSI技术的应用,胫骨平台截骨厚度、角度,股骨面的旋转角度在术前已经精确计算后确定,对于膝关节术后力线的重建会更理想。Kievit等在尸体标本上的研究也得出了同样结论。假体的稳定性将决定膝关节置换术后的远期疗效,假体的稳定性虽然受病例的选择、假体的材料、骨水泥的固定等诸多因素的影响,但截骨的准确度将直接影响假体的服贴程度。PSI进行的髓外定位截骨方式是根据机械轴垂直方向来进行截骨,与传统方法相比,既可以一定程度上克服传统手术方式因解剖轴与机械轴的差异所致的准确性有限的问题,也可以避免进行扩髓,减少出血。下肢机械轴力线和假体旋转轴线是膝关节置换术成功极为关键的2个因素,良好的下肢力线对远期疗效及降低翻修率具有重要意义。传统的膝关节置换术,其下肢机械轴偏离中立位≤3°的精确度并不理想,而使用PSI辅助TKA,能够提高精确度,减小下肢力线误差。没有良好的股骨假体旋转轴线是出现髌股关节炎等术后并发症的首要因素,严重影响人工关节的使用寿命。经PSI精确设计的股骨假体內植,不但能够获得理想的股骨假体旋转轴力线,还能缩短手术时间,提高手术效率。[图片]利于减少术后并发症及功能重建 TKA术后并发症中膝关节术后感染是最常见也是最严重的并发症之一,不仅会对关节功能恢复造成影响,如果感染得不到有效控制,还要进行二次手术取出假体,给患者带来生理上及心理上的痛苦,而且对患者的经济承受能力也是一种挑战,感染严重者甚至还面临着截肢的风险。TKA术后并发症之一的脂肪栓塞综合征越来越受到重视,其发生机制可能是因为术中操作使脂肪组织、血管遭到破坏,或者髓内假体的置放和生物粘合剂的使用,进一步增加了髓内压,脂滴混合血肿进入血循环。与传统TKA采用胫骨近端截骨髓内定位相比,应用PSI导板截骨方式没有开髓过程,则能够大大减少术后脂肪栓塞及潜在感染发生的风险。关节术后引流对于外科手术的意义在预防关节血肿,减少切口延迟愈合,如果术后出血过多,引流时间增加,会增加术后感染的机会。PSI的应用能减少术中创伤的同时,亦能减少术后的出血。Vertullo等的研究结果显示,与常规TKA相比PSI用于TKA术后引流量明显降低。[图片]TKA术后膝关节功能重建与患者自身状态、手术技术、术后康复锻炼等多种因素有关。美国特种外科医院(HSS)膝评分可反映患者膝关节局部及机体整体功能状态,术前HSS评分较低者表明其骨关节炎病变更为严重,术后HSS评分低者表明其关节功能没有得到良好恢复。PSI的TKA术后HSS评分总分得分较高,而术后患者疼痛评分(VAS)显著降低。最终来说,PSI能够降低TKA手术失败率,有统计称其5年随访翻修率为1.2%。PSI应用存在的争议 在积极进行3D打印技术推广的大背景下,也有诸多研究者提出异议。Victor等认为PSI并不能提高TKA手术的准确性;即使由经验丰富的医生主刀,使用的技术定位系统再精细,其对线误差超过3°的发生率也至少为10%。Abane等的研究对比了59例PSI辅助TKA和61例传统膝关节手术,结果表明两者在手术时间、术中出血量和术后力线恢复方面并无明显差异。Huijbregts等的研究表明,两者术后并发症的差异无统计学意义。Schotanus等认为其与传统方式TKA术后中期效果无明显区别。要进一步验证PSI在TKA中应用的优劣,则需要更大样本量、范围更广、随访时间更长的研究。 PSI在特殊患者TKA中的应用肥胖患者 体重指数(BMI)对于膝关节炎病患人群来说,是关节炎发生发展的重要因素,高BMI或者肥胖人群罹患膝关节骨性关节炎的风险明显升高,并且关节炎后期接受TKA术后感染和血栓并发症发生风险也越高。Ward等认为BMI>40kg/m2的患者TKA术后有更高的翻修率和感染风险。Culliford等分析英国综合医疗研究数据库中1988-2011年记录的54276例TKA患者发现,严重肥胖患者(BMI≥40kg/m2)TKA术后5年行翻修术风险比体重正常患者增加43.9%。肥胖和术后体重增加对关节置换术后的负面影响已被证实。所以高BMI和肥胖患者进行术前减重,不但能够降低术后早期感染、深静脉血栓等并发症,还能降低后期进行膝关节置换术后翻修的概率。寻求一种方法使BMI和肥胖患者TKA术后并发症最小化的研究也极具意义。Anwar等研究认为BIM>30kg/m2的患者推荐使用PSI行TKA,以降低术后多种并发症发生的风险。[图片] 膝关节畸形患者 膝骨性关节炎、创伤性关节炎、类风湿性关节炎等晚期症状通常伴随一定程度的膝关节内翻畸形。治疗方法一般是接受膝关节置换以缓解疼痛,改善关节活动度及下肢力线。有统计称TKA患者膝外翻畸形约占10%,且同时存在骨性结构及周围软织异常,此时手术难度会较大。同样,骨折后的畸形愈合、下肢发育畸形等原因导致的关节外畸形也会增加TKA手术的难度。少数重度畸形并非能靠截骨和软组织复合松解达到满意效果,需要采用限制性假体或铰链型膝关节假体进行关节置换。而对于有特殊病理解剖的膝关节置换患者,使用依靠解剖标志定位截骨的传统膝关节置换术,其下肢力线获取无疑乏力,术后下肢力线误差也会相对较大,术后易发生髌骨轨迹不良、早期假体松动、聚乙烯垫片磨损等并发症。因此,对于伴有严重关节外畸形患者,TKA手术中使用传统截骨器械会受到巨大的限制。而PSI的个体化为同期治疗关节炎和关节畸形提供了保障,其优越性尤为明显。Rahm等研究表明严重内外翻畸形患者PSI是更优选择。膝关节肿瘤患者 对于膝关节肿瘤患者,骨肿瘤生长在胫骨近端或股骨远端,常常合并大范围的骨质侵蚀,骨质缺损严重,可利用支撑的骨质明显不足,而且可能存在软组织问题,在常规肿瘤膝关节置换术后,术后易发生假体松动和假体周围骨折等术后并发症,通常具有很高的翻修率,且手术难度较高,患者5年生存率为57%~93%。因此,对术后效果具有较高要求,也就意味着要有精准的术前规划,而PSI的术前高预测性能为手术的成功加码。肿瘤型膝关节置换术后股骨侧假体周围骨折,常常是由于肿瘤复发、感染、无菌性松动、假体周围骨折、假体柄折断和铰链结构失败等导致,尽管不及髋关节置换术后假体周围骨折常见,但其治疗难度更具挑战性。对于该种病例,国外有报道应用PSI进行全股骨假体定制后置换,以保证患者患侧股骨能够有足够强度的支撑的病例。可见PSI于肿瘤型膝关节置换中具有很高的应用价值。膝关节置换术后翻修术 膝关节骨性关节炎的高发,TKA手术量的增加,也就意味着更多的膝关节置换术后翻修术(RTKA),无疑会耗费更大的社会及医疗资源,所以对RTKA的研究也是临床研究的热点。PSI最初是用于初次全膝或者单髁置换,近年来已有人将其应用至RTKA。RTKA主要难点在于更好地恢复股骨假体的旋转力线。因为术后股骨后髁解剖定位不明确,关节屈伸轴线难以确定,此技术难题会影响对假体判断的准确性。RTKA术中还会涉及如何处理可能存在的骨缺损,是否需要更改为加长柄假体等诸多不确定问题,想要顺利完成翻修术,精密的术前计划是必不可少的。基于3D打印技术的PSI能为特定的膝关节解剖量身定制手术计划,在手术前可以精确地了解解剖异常和预测假体大小,并且可以根据特定的要求制定特定型号的假体。Schotanus等的研究表明PSI应用于膝关节翻修术,其假体预测准确度及旋转力线恢复较为理想。因此PSI或许可以作为关节翻修术的一种有效可靠的新方法,相关研究也值得进一步深入。小结与展望科学技术的日新月异,使得PSI在TKA中的应用取得了很大进步。基于社会老龄化一步步加重的现实,人工膝关节置换将会愈来愈常见,提高膝骨性关节炎患者的生活质量对整个社会意义非凡。基于3D打印技术的发展,许多膝骨性关节炎晚期患者已受益于PSI技术,从术前假体的制定、术中截骨的确定,到术后膝关节功能恢复,与传统膝关节置换术相比PSI都体现出了一定的优势。即使在当前应用存在一些不确定因素,广泛使用的必要性仍有待商榷,但在面对肥胖患者、关节畸形患者或存在膝关节骨缺损等复杂膝关节手术时传统的手术方式往往不能取得的满意疗效,PSI的优越有效性已得到初步验证和认可。PSI技术的相关研究逐渐加深日趋成熟,其应用范围亦能得到进一步完善扩大。交叉学科概念的兴起,也为PSI的更进一步研究提供了参考,比如在PSI中运用生物型材料、损伤修复因子等。充分运用其他领域的新兴技术,将其与PSI灵活地结合在一起,对提高TKA的近期、远期疗效疗效有相当可观的前景。
- 暂无回复 -


2019年7月23日,美国加州三维技术研究所(USI3DT)与美国领先的3D打印机制造商 3D Systems和印度古吉拉特邦政府签署了谅解备忘录。根据谅解备忘录,将在古吉拉特邦地区的技术研究所建立七个3D打印卓越中心(CoE),未来将有更多的CoE计划进行建设。 3D Systems将为CoE提供设备,软件和材料专业知识,以帮助USI3DT的当地子公司在印度创建3D打印课程。[图片] △3D Systems与USI3DT和古吉拉特邦政府签署了谅解备忘录 USI3DT是一家教育机构,一直致力于向美国学生推广3D打印,并受到俄亥俄州增材制造加速器America Makes的启发。它旨在为学生和专业人士提供3D打印的教育和培训。除了机器成本之外,许多公司一直不愿意在内部采用3D打印,更喜欢使用3D打印服务和按需制造服务来创建原型。然而,3D Systems的常务董事Deelip Menezes报告了印度公司购买他们自己的3D打印机的愿望:“我觉得有必要打印原型,这有两个主要原因 - 成本和时间。他们感觉他们在服务上花了很多钱,而且需要花很多时间才能获得零件。“为了为印度学生创建3D打印课程,该公司需要3D打印专业人员,该公司与Yogesh Gandhi博士和Ragin Shah博士建立了印度子公司。Ghandi博士联系3D Systems,利用该公司的技术和专业知识帮助在印度开发3D打印课程。合作伙伴关系将让CoE的学生接受使用3D Sprint的培训,3D Sprint是3D Systems打印机的零件准备软件。通过培训学生使用该软件,Menezes希望他们学到的不仅仅是如何使用3D打印机:“操作3D打印机很容易。它理解一个部件需要打印的方式是技能和经验发挥关键作用的地方。由于技术,材料和工艺工程的进步,所以教科书可以很快过时。随着印度七个CoE中心的建立,该国教育部门不断努力开展3D打印。在接受全球信息技术公司Wipro的增材制造部门Wipro3D采访时,Wipro 3D增材制造经理Nikhil Chowdary表示:“印度教育领域的3D打印非常庞大。学生正在选修制作和增材制造硕士学位。甚至我们也聘请了NIT Warangal,Anna University Chennai,IIT Hyderabad等学院的学生。“在政府为促进印度制造业而建立的倡议下,3D打印在印度得到了迅速发展。最近,在2019年3月,位于孟买的3D打印服务局和设计工作室Sahas Softech与Farsoon Technologies和UnionTech建立了合作伙伴关系,以促进印度的按需3D打印。此外,在2018年12月,印度3D打印服务局think3D开设了一个新的医疗设备制造3D打印设施。该设施位于印度安得拉邦(Andhra Pradesh)的医疗设备制造园区AP MedTech Zone。
- 暂无回复 -
随着新材料、新技术的爆发增长,目前全球许多大企业都进入3D打印领域,如宝马、惠普、阿迪达斯等,这些利益攸关者相信这项技术将会带来一场新的革命,尽管目前还处在摸索的阶段。[图片]在3D打印技术面世之初,其经历了测试、创新和应用的周期循环,这些发展已经成为制造业下一件大事,引起了人们的关注。据有关研究预算,3D打印市场的年增长率大概在18.2%-27.2%之间,复合年增长率(CAGR)平均为23.5%。这些数字表明,仅在3年内,3D打印这一行业的增长率是该行业规模的三倍。对于3D打印这项技术而言,由于它具备低成本、零时间交付、设计空间无限想象、体积小等一系列优点,使得其吸引了各类终端用户,如初创企业、中小企业和爱好者。最终用户反馈对变化趋势有重大影响,不仅在技术上,而且在用于确保质量不妥协的材料上不断改进。例如,ASTM最近发布了一套标准,概述了金属粉末床融合技术的最佳实践,以确保其在航空航天和医疗等关键应用领域的质量。不过目前为止,3D打印仍然主要用于原型制作,无法做到大批量生产,因此,3D打印或增材制造(AM)相对处于发展的早期阶段。传统的制造方法,如数控加工、金属板材的生产或注射成型、塑料零件的真空铸造等,多年来一直在使用,从而保证了人们的信心。重要的是标准化的3D打印过程,以便于跨领域采用。此外,3D打印机和相关基础设施的成本大幅下降,推动了3D打印技术在批量生产许多新产品中的应用。而国际组织如ISO这类组织对于3D打印行业也是持开发态度,目前也在制定专门针对增材制造的标准。在2019年,制造商预计将提供综合解决方案,旨在使3D打印更智能的连接工厂。通过将物联网功能与3D打印结合起来,最终用户将能够向3D打印机发送命令,机器将实时收集和发送数据。随着技术的不断迭代,可用于3D打印的材料选择在不断扩大。许多新的塑料,连同玻璃、纸、陶瓷、木材、水泥、石墨烯,甚至活细胞3D打印的机器和程序,使3D打印市场更受欢迎。总的来说,3D打印是一项新技术,工程师要从传统的制造方式到3D打印的转变并不简单,这其中不仅仅是思维的转变,还需要采用一套新的规则:这是从“制造设计”向“增材制造设计”的转变。
- 暂无回复 -
3D打印技术在我国医疗行业的应用始于20世纪80年代,最初主要用于立体医疗模型的制造。随着精准化医疗和个性化医疗的发展,3D打印技术在医疗行业的应用日趋广泛,从立体模型、手术器械到活体移植组织、人体器官,再到药物,3D打印技术逐步走向成熟。在药物方面,3D打印技术发挥了重要作用。比如2015年,Aprecia Pharmaceuticals生产了第一种通过3D印刷技术生产的药片,并获得FDA的批准。[图片]两年后,葛兰素史克公司完成了一项研究,利用喷墨3D印刷和紫外线(UV)固化技术制造出治疗帕金森病的药片。随着在控释、短期药物、甚至在药房现场打印的潜力方面的应用,3D打印技术在改变制药工业方面的能力不断提高。传统的药物制剂是一种试错型方式,研究制剂的研发人员通过不停地试错,研究出来相应比例的药物配方,然后达到某种效果。“我们3D打印制剂,就是把原料和辅料加进去之后,通过一系列的工艺把它变成制剂,我们目前开发的产品是可以进行一些精准控制的药物。”专家说。专家认为,需要用3D打印技术的药物主要是两类药:一类是对释放有一些需求的药物,第二类是复方制剂相对更加敏捷。其中,在药物制剂领域,主要的3D打印技术包括粘结剂喷射技术、材料挤压技术、SLA。黏结剂喷射技术是用于制剂生产的主要3D打印技术。由于与传统制剂生产中使用的制粒技术有诸多相似之处,黏结剂喷射技术有广泛可选的原辅料种类并且在药物制剂中的应用前景广阔。材料挤压技术是全球范围内较为广泛使用的3D打印技术,药物制剂领域对该技术的关注度也不断增长。材料挤压技术中较为常见的是FDM,相对于黏结剂喷射技术,FDM和其他挤出系统具有更简单的设备和更灵活的产品设计能力,尤其是对于复杂药物制剂的设计。立体光固化成型技术是较早商业化使用的3D打印技术之一,目前,立体光固化成型技术已成功应用于组织工程和定制外科植入物的原型制作。然而,立体光固化成型技术也有一定的局限性,阻碍了其在药品制造领域的使用。比如其在药物制剂中的使用受到生物相容性光聚合材料的限制。此外,3D印刷对于孤儿药物也具有巨大的前景,这些药物被设计用于治疗由于经济原因有时不能被制药业开发的罕见疾病。据估计,这种罕见疾病的数量在全球有4000至5000起。目前,3D打印技术还在进一步发展,尤其是喷墨3D印刷方法对制药工业特别感兴趣,因为它们与当前的制造工艺有很多相似之处,并且可以提供更有效、长期的印刷解决方案。不过,由于3D打印市场还处新兴状态,因此,3D打印技术发展还存在一定的壁垒。此外,为了更好地结合聚合物的结构变化和患者安全,相关企业还要进行更多的研究,行业也要制定更多的标准、规范和章法。
- 暂无回复 -
材料是推动3D打印技术突破界限约束的驱动力,但材料成本高是金属3D技术被规模化应用的制约因素之一。德国Fraunhofer 制造技术和先进材料研究所(IFAM)正在测试一些新型3D打印金属粉末材料,这些材料是通过一种新技术制备的,用于基于粉末床工艺的金属3D打印技术,其成本显著低于目前主流粉末制备工艺所生产的球形粉末。[图片]EBM 3D打印的铁基金属样件。来源:Fraunhofer IFAM金属粉末的低成本替代品Fraunhofer IFAM 已对通过这种新的粉末制备技术制造出来的新型特粉进行了加工和测试。目前,用于选区激光熔化(SLM)与电子束熔融(EBM)这两种粉末床工艺的金属粉末材料主要是通过惰性气体雾化产生的球形粉末,这类材料的价格非常高。Fraunhofer IFAM 采用新的生产方法,可以将铁基金属粉末的成本降到当前成本的10%左右。钛金属粉末等其他材料,也能够通过新的制备工艺生产出廉价的替代品。材料成本的大幅下降,无疑将加速粉末床金属3D打印技术的产业化应用。但粉末材料的化学成分、粒度及分布、形态、比表面积、流动性、松装密度、振实密度等方面能否满足粉末床增材制造工艺的技术要求,也是这种低成本金属粉末材料是否能够在实际生产中应用的关键因素。Fraunhofer IFAM 正在对通过新制备工艺生产出来的低成本金属粉末材料进行测试。目前IFAM 仅对外透露了少量测试结果,他们展示了材料在EMB 加工中的可行性研究结果,表明这种铁基粉能够被用于生产尺寸稳定的金属3D打印部件,但颗粒形状的规则性以及预期的流动性不如气体雾化粉末材料。根据Fraunhofer IFAM,尽管如此,通过新方法制备的金属粉末仍将为一种真正的低成本替代品。Fraunhofer IFAM 还测试了通过这种方式生产的合金粉末,相关详细研究正在进行当中。根据Fraunhofer IFAM,除了铁基金属粉末,这一新的粉末制备工艺将使更多金属3D打印粉末材料在经济上变得可行。Review当前3D打印要进入到产业化领域的一大瓶颈是效率与成本,3D打印的产品价格中高达70%的成本来自设备成本,而材料也占据了30%的成本。而在传统制造工艺中,材料成本不超过产品成本的3%。在效率提升方面,市场需求正在呼唤3D打印加工效率飞跃性的突破。根据3D科学谷的市场观察,除了降低材料成本之外,Fraunhofer研究所正在推动3D打印效率的飞跃。Fraunhofer 整合旗下六个研究所的资源,共同开展增材制造未来-futureAM项目,该项目将加速3D打印技术的产业化进程。这些研究所的合作主要聚焦在两方面,一是从订单到产品制造的全流程角度全面考虑3D打印在数字和物理方面创造的附加值;二是通过研发飞跃性质的技术推动3D打印进入到新一代增材制造领域。在亚琛Fraunhofer激光技术研究所(ILT)的领导下,“futureAM – 新一代增材制造”是于2017年11月推出的,旨在将金属部件的增材制造加速至少10倍。
- 暂无回复 -
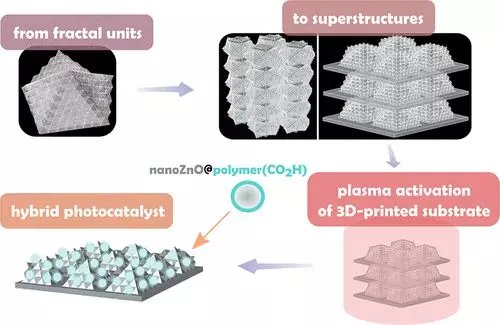
近日,界面材料研究领域权威期刊ACS Applied Materials & Interfaces在线发表了武汉工程大学郭嘉教授课题组在3D打印复合材料应用于光催化领域的研究论文。 论文题目为“Photoactive hybrid materials with fractal designs produced via 3D printing and plasma grafting technologies”,第一作者为武汉工程大学法籍教师Yoann de Rancourt de Mimérand博士。[图片]3D打印复合材料制备过程简图。来源:武汉工程大学功能化的复合物 该论文旨在探索分形几何在材料科学领域的具体应用潜力。利用3D打印技术制造的聚合物分形结构,通过等离子体接枝技术,打印高度有序并提供重要表面积的基底用来固定纳米催化剂颗粒。 研究团队探究了分形金字塔和分形锥体两种分形单元,对分形金字塔进行了大量的表征,多种复杂的上层结构通过分解单元得到进一步研究,并基于上述理论模型,利用计算机辅助设计(CAD)对三维结构进行了设计。 研究团队在CAD模型的基础上,采用熔融沉积技术以聚乳酸为耗材“打印”具有分形结构的多孔聚合物基质,采用核壳合成和等离子体接枝相结合的方法,成功地将纳米氧化锌包覆在聚乳酸基底上。提高了催化剂的催化表面与反应介质的接触面积,从而提高光催化产氢的产量。根据武汉工程大学,该研究的创新点及其科学意义包括: -利用氧化锌光催化活性产氢气; -设计并3D“打印”具有分形结构的聚合物基质,增加光催化反应面积; -首次结合核壳技术、等离子体接枝技术以及3D打印技术获得了功能化的复合物。从几何、尺寸和微观结构对光催化剂进行了改进,从而提高产氢气的效率。
- 暂无回复 -