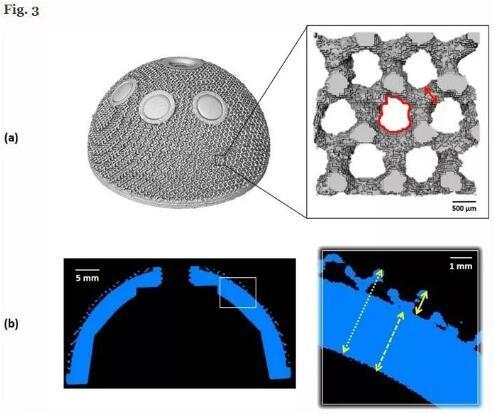
2007年,意大利外科医生在植入物制造商Lima与EBM 3D打印设备制造商Arcam 的协助下,植入了世界上首个3D打印髋臼杯-Delta-TT。发展至今,仅通过Arcam 3D打印设备制造的髋臼杯就已超过10万个。在我国已获得3D打印植入物医疗器械注册证的两家骨科植入物制造商,也分别拥有3D打印髋臼杯产品。3D打印髋臼杯产品的产业化之路已打开。基于粉末床熔融工艺的金属3D打印技术能够制造具有不同特征和复杂多孔结构的髋臼杯植入物。无菌性松动是髋关节翻修手术失败的常见原因之一,3D打印髋臼杯的主要临床原理或优势是,与传统方式制造的髋臼杯相比提供增强的骨固定。来自英国伦敦大学骨科学与肌肉骨骼科学研究所等机构的研究团队,针对三种不同的3D打印钛合金髋臼杯进行了分析,为制造商和医疗器械监管机构提供有助于构建相关证据的研究方法。评估外表面特性与内部表面特征研究团队发表了题为Comparative analysis of current 3D printed acetabular titanium implants 的论文。论文中指出,目前现有3D打印髋臼杯植入物的研究限于早期至中期的临床结果,而用于评估3D打印植入物的独立分析方法较少。此项研究比较了三种不同的3D打印钛合金髋臼杯设计,研究目标包括髋臼杯的外表面特性与评估内部表面的特征。[图片]研究中使用的三种3D打印髋臼杯。来源:link.springer.com研究团队所对比的三种3D打印植入物为:Delta TT(意大利,Lima Corporate,图a)Mpact 3D Metal(瑞士,Medacta,图b)Trident II Tritanium(美国, Stryker,图c)以上3D打印植入物均为标准产品,不是患者匹配型产品,打印材料均为Ti6Al4V粉末,其中Stryker的Trident II Tritanium 产品采用的3D打印技术为选区激光熔化,直径54 mm,具有5个螺孔;其余两种髋臼杯采用的3D打印技术为电子束熔融(EBM),直径均为58 mm,分别具有3和17个螺孔。[图片]点阵结构与杯壁测量参数。来源:link.springer.com研究团队使用扫描电子显微镜(SEM)分析了3D打印髋臼杯的外表面,并使用微计算机断层扫描(micro-CT)评估了点阵结构的临床相关形态特征,还测量了与杯壁有关的尺寸(实心,晶格和总厚度),用坐标测量机(CMM)和光学轮廓仪分析杯内表面的圆度和粗糙度。[图片]三种植入物micro-CT 结果。来源:link.springer.com对3D打印髋臼杯植入物外表面的测量包括:多孔结构孔隙率,孔大小,支柱厚度。扫描电镜显示所有髋臼杯上的钛珠均部分熔化,在Trident II上明显较小(27μm70μm,p <0.0001)。研究团队发现进行对比的三种植入物孔径分布不同,Trident II,Delta TT和Mpact的中值分别为0.521、0.841和1.004 毫米。Trident II的多孔性(63%,p <0.0001)也明显少于其他(Delta TT 72.3%,Mpact 76.4%),并显示了杯壁最薄的点阵区域(1.038 mm,p <0.0001),而Mpact表现出较厚的实心区域(4.880 mm,p <0.0044)。研究团队发现杯的内部表面具有相似的圆度和粗糙度。有关此项研究的详细信息,请参考:https://link.springer.com/article/10.1186/s41205-019-0052-0
- 暂无回复 -