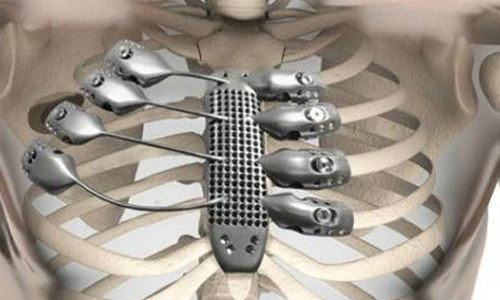
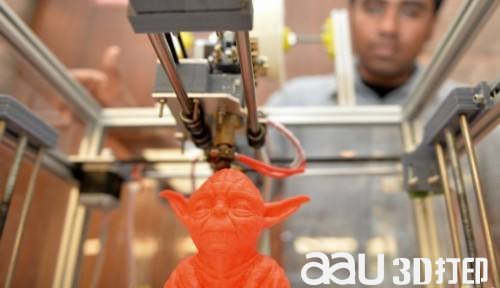
技术引领变革,变革推动发展。在装备保障训练领域,盯住前沿,加强融合,积极有为的拓展训练方法手段,是提高训练效能的有效途径。当前,3D打印技术迅猛发展,已在各个领域取得丰硕成果,引入装备保障训练领域,将成为提升装备保障能力新的增长点。[图片] 一、3D打印技术的成熟,为装备保障训练提供了技术支撑3D打印技术又称积层制造,属于快速成型技术的一种,它是一种数学模型为基础直接制造几乎任意形状三维实体的技术。经过近20年发展,从打印材料到打印设备已趋于成熟,生产制造的成本逐步降低,为部队装备保障训练引入该项新技术提供了具有应用可行性的技术基础。(一)应用广泛,可满足不同领域需求当前,3D打印技术在工业设计、建筑、汽车、航空航天、医疗产业及食品工业等领域都有成熟的应用。2014年7月1日,美国海军试验了利用3D打印等制造技术快速制造舰艇零件;2015年4月21日,美国国家航空航天局(NASA),利用3D打印技术制造首个全尺寸铜合金火箭发动机零件以节约成本;2016年4月19日中科院重庆绿色智能技术研究院和中科院空间应用中心研制成功国内首台空间在轨3D打印机,可以帮助宇航员在失重环境下自制所需的零件,大幅提高空间站实验的灵活性,减少空间站备品备件的种类与数量和运营成本,降低空间站对地面补给的依赖性。这些成功的案例均应用在国家安全战略方面,充分表明3D打印技术已经从简单的模型制作到高精尖的装备零部件制造全部实现可能,也为我们装备保障训练全部实现模型化、精准化、透明化奠定了技术基础。 (二)取材方便,可根据实际控制成本目前市场成熟的打印材料主要有SL工艺成型材料、SLS工艺成型材料、SLS工艺成型材料、LOM工艺成型材料、FDM工艺材料、3DP工艺材料等。涵盖了树脂、塑料、陶瓷、金属等不同材质材料,应用取材广泛,设计选择空间大。在实际应用中,按照经济耐用、满足最低限度使用标准,结合成本、外观、细节、力学性能、机械性能、化学稳固性以及特殊应用环境等因素,选择合适的材料种类。如在识件认件训练上,对模型精度和强度要求不高,采用工业ABS材料,可进行机械加工(钻孔、攻螺纹)、喷漆及电镀。在工作原理训练上,需要演示各机械部件之间的配合关系,对零配件精度、光泽度等要求较高,采用Somos 11122材料为半透明材质。在操作、故障排除训练上,重点在练习装备的分解结合,对模型的强度和精度要求较高,采用聚醚醚酮(PEEK)材料,具有非常好的尺寸稳定性,可以降低尺寸公差,是制作高质量高精度的佼佼者。通过针对不同训练目标,选择不同材料,可有效节约成本,提高训练实效。(三)人才支撑,可实现技术转化应用3D打印一个重要前提是建立打印模型,数字模型文件是实现3D打印的基础,是获得制作装备零(部)件的第一步。而达到这一目的的三个重要要素,即建模人才、建模软件、建模硬件。随着国防建设的强大和发展,国民的国防意识不断加强,携笔从戎,立志国防建功立业的优秀大学生、研究生等人才聚集在军队各个层级,部队不泛建模的技术人才。在建模软件方面,3DMax、Maya等成熟的三维开发软件是主流,而且对现有计算机开发环境要求不高。在建模硬件方面,目前部队现有主流计算机均可承担建模任务。同时,在模型素材的获取方面,可以根据对模型精度要求的不同,依照装备技术图纸、装备照片和分解的零(部)件等实物按比例建立所需模型。通过基本培训,部队现有人员即可掌握,可行性较高。二、3D打印技术的引进,为装备保障训练丰富了技术手段随着军队武器装备的更新发展,特别是近几年部队改革力度前所未有,高新装备列装部队如同下“饺子”般的速度。尽快形成武器装备“两成两力”,对装备的保障训练提出了更高要的要求和标准。装备保障训练必须与时俱进,加快装备保障能力生成。(一)手段先进,适应了训练变革和发展纵观3D打印技术,它具有研制周期短、不受制造工艺限制、节省材料和分布式生产的特点。将3D打印技术引入装备保障训练领域,能够有效的解决诸多制约装备保障训练的棘手问题。能有效地提高装备保障训练的保障性。随着强军计划的实施,武器装备更新速度的不断加快,装备的类型、品种、数量发生了空前的变化,而与之配套的相关训练保障一定程度还难已满足需要,短期还难有效解决。采用3D打印,可随时制作、复制各类型装备零部件模型,供教学使用。能有效地预防对现役装备的损伤。目前我军还没有专门用于装备保障训练的专用装备,基本上都是在部队现有实装上进行,有些训练内容,特别是对高新技术装备更多的是“望装训练”,很难进行实装拆解。可利用3D打印技术整体制作装备某一总成模型,避免反复在实装上操作,降低装备性能。能有效地使保障训练更接近真实。通过分析装备“战损”机理,自设自建装备损伤数字模型,再现真实损伤现象,使保障训练人员沉进在“实战”。增强装备保障训练效果,提高训练效益。(二)形象直观,提高了训练效益和质量3D打印模型,是看得见、摸得着的实实在在物体。可根据训练需要生产各式各样的装备零(部)件,构建装备保障训练所需要装备与训练关系,有效解决“构造原理难理解、故障发生难发现、维修操作难体验、装备损耗难避免、维修能力难检验”等现实问题。一方面,可构将抽象问题具体化。通过3D打印的部件还原故障现象,再现教材和实际中训练内容,用看得见、摸得着的方式再现故障原理,论证维修方式的科学性。另一方面,可将设想问题实物化。3D打印技术能保证随意设置“战损”装备,把模拟实验中验证理论猜想和推断,构设的模拟零(部)件,通过3D打印来实现,再现损伤现象,解决战时保障与平时保障差别问题,复员“战损”装备具有复合损伤的特点,增强“实战”保障感,也为有效地建立更加丰富的“战损”装备维修基础数据库创造了条件。(三)易于掌握,增强了训练技巧和方法装备保障训练在一定程度上依赖着诸多保障条件,受装备、场地、天候等因素影响。采用3D打印技术,可最大限度地减少空间、时间、条件等方面的限制,使装备保障训练更加灵活多样。在训练内容上,可有效地消除训练死角,因高新尖装备的训练资料、装备、零(部)件难以保障,在实装上训练影响装备技战术性能等治约因素得到有彻底解决。在训练方法上,增加练兵兴趣和主动性,通过千变万化的部件模型,使训练人员感觉在“玩玩具”中就得到了实练,寓教娱乐,提高训练效果。在训练形式上,自训、集中、编组形式多样,通过修改模型的数据文件,自建自设,模型比例和材质均可以自行选择,甚至可以选择真实比例和真实材料制作三维模型,使装备保障训练内容和形式更加丰富,满足各种条件、环境、人员的需要。三、3D打印技术的应用,为装备保障训练解决了技术难点先进的训练手段呈现出多样性和灵活性,对于提高军事训练质量和效益起到了很好的促进作用。3D打印技术的有效应用,是对现有装备保障训练的手段极大丰富和完善,可有效解决装备“保障性”弱等现实问题。(一)注重应用在关键节点上随着部队转型发展,装备进行了大幅度更新,但在装备的保障性上还存在着不配套,跟不上新装备列装的节奏,一定程度上影响部着队装备保障训练。面对实际,要好钢用在刀刃,选择好合适的训练手段,将对保障训练起到事半功倍的作用。因此,3D打印用技术要用在训练重点内容上,用在装备重点部件上,用在系统核心部位上。同时,要注重打印材料性能数据的收集整理,按装备保障训练实际需求,对材料性能进行分析和选取,使材料选择更科学合理,减少浪费,节省成本。对于对装备保障训练涉及到的重要系统和部件,特别是在缺少实物或模型的条件下,要以解决训练难点,提高训练效益为主要目的,在突破经济成本基础上,获取最大的训练效益,实现部队装备战斗力和保障力的提高。(二)注重把握真实准确性3D打印系统在一定程度上就是一座移动的兵工厂、训练器材库,只要使用得当,就能保证装备保障训练所需部件的制作。选择模型和打印材质要坚持以训练效果为牵引,处理好训练模型与实装实件相匹配的矛盾,在保证训练实效基础上,还要考虑节约开发、维护成本。在模型与实物的比例、准确、完整等问题的选择上,坚持“整体小比例,局部大比例”的原则,对于主要体现装配关系的总成、操作流程等训练内容,以小比例为主,重点在强化操作步骤,熟悉构造,打好基础;对于工作原理复杂、故障率高,难于理解,传统训练方式效果不好的训练内容,以大比例为主,重点在把握细节,掌握实质,提升理论和实践操作水平。(三)注重与现有手段配套统合好现有训练资源,发挥各自优势,形成相互补充、相互配合、相互呼应的有机整体,极大地丰富装备保障训练手段,提高训练质量效益。当前部队模拟训练的普及,虚拟现实技术的应用,促进军事训练质量和效益。3D打印技术引入装备保障训练之中,不仅是增加了先进的装备保障训练方式方法,更是对模拟训练和虚拟训练的完善和补充,将从空间视觉、触觉场景走进实物现场,实现了从感知到实物的转换。在实际训练中,3D打印可以直接应用虚拟系统中现有的三维数字模型文件,将虚拟世界中的装备、工具、器材等在现实世界重新塑造,变为看得见、摸得到的实物,体验更真实,感观认识更具体,对理解原理内容、熟悉操作过程、掌握维修方法都具有较大的现实意义。(四)注重加强统筹整合制约3D打印技术在训练方面应用最大的问题应是成本问题。设备、软件和材料都需要成本投入,如果投入过大,基层部队难以推广,将降低可行性。当前市场上的3D打印机品种类型众多,价格从千元到几十万元不等,打印耗材根据不同材料其价格相差也很大。要区分任务逐级投入。把3D打印技术作为一个系统工程,区分层级,完成相应装备训练的保障。如在战区、集团军和旅团部队,要分级购置3D设备、打印材料和经费保障,减少基层部队的保障压力。要依据任务重点保障。根据部队的任务特点、装备特点和训练需求,对一线任务部队和新转型部队、对高新装备和复杂技术装备要加大投入力度,采取上级支援建设和自建相结合方式,按实际运行模式建立相应的保障制度,确保装备保障训练的效益。要统合系统成果共享。各层级都要做好统的文章,在运用3D打印技术上,实现系统内共享技术开发和成果运用,走保障训练捷径,减少层层投入和重复开发,提高训练效益。四、结语3D打印技术应用于装备保障训练具有重大意义,是解决现有装备保障训练瓶颈的有效抓手。部队应根据所编配的装备特点,综合效益、成本等因素,统筹好现有训练资源,将3D打印技术应用在重点、难点训练内容上、系统核心部件上,获取最大的训练效益,实现部队装备作战能力和保障能力的提升。
- 暂无回复 -