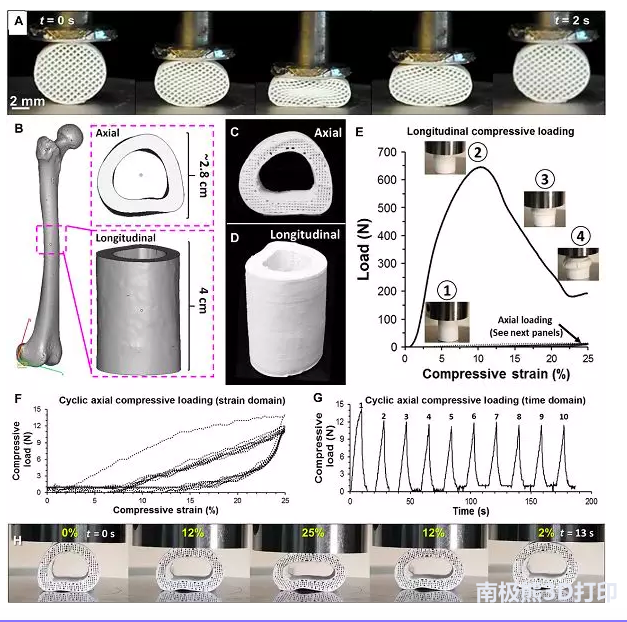
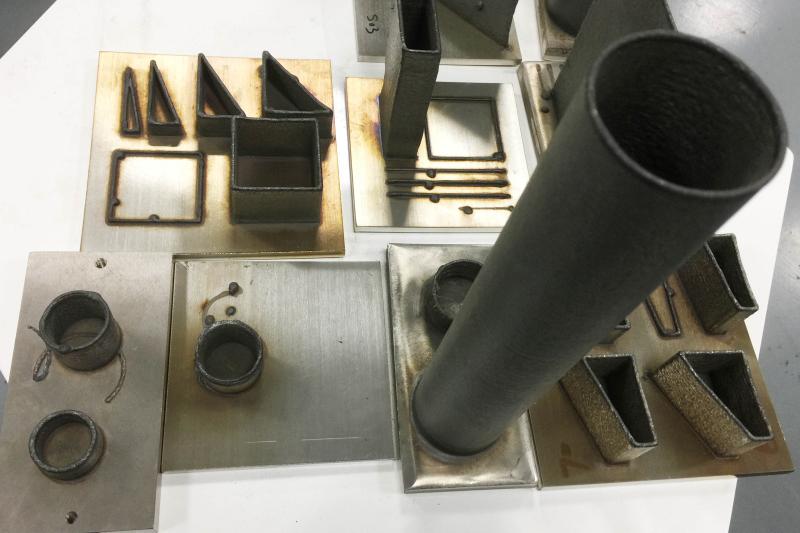
3D打印渗入了各行各业,并引领创新,引发了全球制造业的变革,生物3D打印是3D打印技术在生物医学领域中的交叉应用,具有重要的研究意义及应用前景。运用3D打印技术既可以制作标准模型,也可以为病人量身定制结构复杂的手术支架等。通过计算机断层扫描(CT)或者核磁共振(MRI)等医学成像技术对病人骨缺损部位进行扫描得到所需要的支架模型,随后使用三维打印机进行打印成型。这是传统的成型技术难以达到的。近年来,三维打印技术在医用领域内取得了广泛应用,包括颅面移植、冠齿修复、假体器件、医疗设备、外科手术模型、器官打印、药物传输模型、骨组织工程支架方面的应用。三维打印技术由于其可量身定制性,结构和孔隙可控性以及可复合多种材料等特性受到了研究人员的广泛关注。这一趋势也为许多具有突破性的治疗方案及设备的发明提供了灵感。[图片]接下来我们会详细介绍骨组织工程领域内目前可用于三维打印的生物材料,包括它们各自的优缺点以及打印标准。同时由于不同的打印机能够打印的生物材料不尽相同,所以我们也对三维打印机的种类及成型原理进行了简要概述。我们希望该篇综述能够鼓励更多的科研团队发明新的生物材料,最终使得三维打印技术在骨组织工程领域取得更大发展。1.3D打印技术分类介绍生物材料能否被打印这与所使用的三维打印机器有很大关系。不同的打印机对材料的要求不尽相同。在生物医学领域,主要使用的打印机分为四种类型:光固化立体印刷技术、熔融沉积打印技术、选择性激光烧结技术、直接浆料挤压技术。熔融沉积以及直接浆料挤压技术,是两种常用的制备骨组织工程支架的办法。直接打印的浆料有些是与水或者低沸点溶剂(二氯甲烷(DCM)、二甲亚砜(DMSO)混融的聚合物溶液,有些是在挤出后能快速挥发的聚合物溶液,或者一些水凝胶能够在挤出后依然维持原来的结构。通过三维打印成型的水凝胶在挤出后能够通过触变行为、温度感应或者交联等方式维持形状。对于熔融沉积和直接打印来说,分辨率可达到在XY平面喷嘴尺寸25微米,层厚200-500微米。通常情况下这两种方法在打印长的没有支撑的或者有尖锐突出部分的模型时有问题。挤出的细丝没有足够的强度来立即支撑出自身,所以在没有支撑的部分会出现松弛或者完全倒塌的情况。为了解决这一问题,有时在打印的过程中也添加填充材料,在打印完成之后用溶剂溶掉或者高温煅烧掉。[图片]粒子熔化的三维打印技术在工业原型生产中已经取得了广泛应用,包括选择性的激光烧结沉积技术以及粒子粘连技术,它们不仅能打印聚合物、陶瓷、金属及其复合材料,还能赋予其独特或复杂的结构。选择性激光烧结技术使用有特定方向的激光使聚合物或者金属粒子达到其熔点以上温度,从而使粒子熔化在一起。激光束会根据电脑模型分层处理,从顶部开始使粒子熔化成型,并不断重复此步骤达到最后的效果[3]。选择性激光技术成型较慢、成本较高,而且需要使用大量材料,但是其能够在单一机床上成型多种材料的能力使其在许多制造领域中依然占据用武之地。粒子粘结技术也被称作非方向性的激光烧结技术,其主要原理与选择性激光烧结技术类似。但是与激光使粒子熔化不同,粒子粘结技术使用液态的粘结剂溶液使粒子粘结,进而通过高温煅烧得到三维固体。选择性的激光烧结技术以及粒子粘连技术已经在矫形或者口腔外科等硬组织工程领域得到运用。立体平板印刷技术是将紫外光或者激光穿过可以光致聚合的液态聚合物,使其形成单一的坚硬的聚合物簿膜。在聚合后,基板下降到溶液中,这样新的树脂能够在打印的表面上流过,在上方聚合。在所有打印技术中,立体平板印刷具有最高的分辨率,传统的立体平板印刷分辨率达到25微米,而微米级的立体平板印刷以及高精确的立体平板印刷技术分辨率达到了单微米级别。然而由于立体平板印刷由于其只能在紫外光下交联、延伸的后成型特性、缺乏合适的力学性能、树脂在最后容易被堵塞,以及最重要的缺乏相关可用于立体平板印刷技术的生物相容性及生物降解性的材料,使得其在医学领域缺乏发展空间。但近年来由于一些天然的或合成的可交联的生物材料的发现,给立体平板印刷在组织工程领域中的应用提供了很大机会。2.三维打印生物医用材料分类在过去的十几年中,三维打印技术得到了迅速的发展,这也让其在许多新领域中得到应用,更是吸引了医疗设备以及组织工程领域的目光。由于三维打印能够以短时间、低成本为病人量身定制特定的医疗产品,这也使得三维打印技术在未来的个人医疗时代有极大的发展前景。目前,已经有很多生物材料通过三维打印的方式制备骨组织工程支架或者其他一些医疗产品等。在本环节中,我们将针对不同的打印技术需要的材料性能进行整体概述,并重点介绍目前已经应用过的生物材料及其优缺点。2.1 陶瓷基浆料生物医用活性陶瓷能够模拟自然骨的矿物相、结构以及机械性能,是理想的仿生骨修复材料。目前应用3D打印机直接打印陶瓷材料有很大难度,因为液态的陶瓷材料数量很少,而且其熔点远在熔融沉积打印方式所能承受的范围之外。另外,由于陶瓷材料缺乏光敏特性,因此不适用于光固化立体印刷技术。应用选择性激光烧结打印系统也很难打印出高密度又多孔的结构。直接挤压式的三维打印技术是目前打印陶瓷材料最有前景的方法,陶瓷粉体必须有合适的颗粒粒径(通常情况下10-150微米),以及合适的粘结溶液,使其易于打印成型。羟基磷灰石粉末被广泛应用于三维打印中,这和其矿物相中磷酸钙的大量存在有关。通过聚丙稀溶液一层一层溅射到HA粉末上,随后进行烧结完成固化过程,这样我们就得到了羟基磷灰石的联接体。通过烧结,其抗压强度(0.5-12Mpa)可达到人体松质骨的最低要求。将其移植到小鼠模型中,8周后支架边缘开始有新骨生成,内部也有类骨质以及血管长入。但尽管人工骨支架性能优异,但距离临床使用标准仍然相差甚远。生物玻璃是内部分子呈无规则排列状态的硅酸盐的聚集体,材料中的组分可以同生物体内的组分互相交换或者反应,最终形成与生物体本身相容的物质。研究者通过细胞和动物实验对生物活性玻璃进行了一些列研究,发现生物玻璃具有优越的自降解性能,其离子产物可以增强成骨细胞的增殖分化和激活成骨基因的表达。为了有效治疗肿瘤相关的骨缺损病症,Lu等[9]首先制备了磁性纳米粒子改性的介孔生物玻璃,并将其与壳聚糖混合,制备得到多孔复合支架。该复合支架具有良好的骨再生和光热治疗功能,在肿瘤相关骨缺损的治疗中有着巨大的应用价值。[图片]图2 超弹性人工骨2.2 生物医用高分子材料医用高分子打印材料具有非常优异的加工性能,可适用于多种打印模式,并且具有良好的生物相容性和降解性,使得其成为三维打印生物材料中的主力军。不同的打印技术需要设定不同的材料打印参数。比如熔融沉积打印所使用的是热塑性的高分子材料,只需将原材料拉成丝状即可打印,但其直径通常在1.75mm左右,并且要具有很快的固溶转变性能,以保证在挤出前迅速熔化,挤出后能迅速冷却。光固化立体印刷打印技术需要浆料呈液体状态,且具有光敏特性。目前最受研究者青睐也是被应用最多的三维打印高分子材料是可降解的脂肪族聚酯类材料,如聚乳酸(PLA)、聚己内酯(PCL)等。聚己内酯是一种半晶型高聚物,曾经一度被抛弃,直到组织工程和三维打印的兴起,PCL也再度走上历史舞台。聚己内酯在被加热时有优异的流变性能及粘弹性,这使得其成为以熔融沉积为原理的打印机最主要应用的材料之一。聚己内酯在体内能够稳定存在长达六个月,随后在逐步降解,且副产物对人体无毒无害。聚乳酸是一种线型热塑性脂肪族聚酯,具有良好的生物相容性和生物降解性。但由于聚乳酸的降解是由酯键水解实现的,同时由于乳酸的释放导致了周围体液环境中PH值的下降。这些酸性副产物易引发组织炎症及细胞死亡。为了改善这一问题,研究者们将聚乳酸与生物陶瓷复合,来制备复合支架,以提高其生物响应性以及阻碍酸性环境的形成。Ion等利用3D打印技术制备了一种新型的磷灰石-硅灰石/聚乳酸(AW/PLA)复合结构,该复合结构与皮质骨和松质骨的性质相匹配。体外细胞实验的结果表明, AW/PLA复合支架能够有效促进大鼠骨髓基充质干细胞的增殖和成骨分化。在大鼠颅骨缺损模型中,复合支架表现出良好的骨整合与促进新骨形成的能力。除PLA及PCL外,聚丙烯(PPF)是光固化成型中被研究最深入的能够生物降解且能够光致交联的聚合物材料之一。通常情况下打印的浆料要与富马酸二乙酯DEF溶剂混合,同时也要加入光引发剂。溶液的粘度和PPF与DEF的比值对打印过程以及支架的力学性能有很大的影响。聚醚醚酮(PEEK)由于其熔点在350℃,所以只能通过选择性激光烧结打印技术来成型。但熔点高也赋予了PEEK 抗热性,使其能够在高温蒸汽杀菌时依然保持稳定。但是作为生物材料来讲,PPEK缺乏对组织工程有利的骨整合性,不能与自然骨很好地结合,所以容易引起一些排斥反应,而且价格偏贵[12]。2.3 水凝胶浆料水凝胶是水溶性高分子通过化学交联或物理交联形成的聚合物,具有三维交联网络结构,同时自身也容纳了大量的水。水凝胶具有可调节的强度、降解性、可功能化修饰等性能,并且可作为一种软性材料从而仿生细胞外基质的微环境,这使得水凝胶在医疗领域具有广阔的应用前景,可用来制备二维或三维的组织工程支架以及药物的可控释放等。常用的三维打印的水凝胶浆料主要分为三类:一类是由天然聚合物制备的,比如藻朊酸盐、琼脂、明胶、纤维素、胶原蛋白、丝素蛋白、透明质酸等;一类是由合成的聚合物制备的,比如聚丙烯酰胺、聚氨酯、聚乙二醇等;另外一类是由合成聚合物以及天然聚合物构成的复合水凝胶类浆料。在水溶性合成聚合物中,医用聚乙烯醇(PVA)在组织工程领域应用较为广泛。PVA具有良好的生物相容性,无毒易降解,能在95℃时溶于水,形成凝胶状,且粘度很大。Zhang等制备了孔道互相连通的MBG/PVA复合支架材料,PVA的加入显著加强了材料的韧性。以鼠颅骨脊梁骨缺损为模型的动物实验结果也显示出MBG/PVA支架具有优异的骨诱导活性,能促进骨缺损处新骨生成和血管生成。目前,已经有很多实验将细胞与3D打印的生物支架共培养,实验结果也表明细胞能够在多种三维支架上存活,并且比普通二维培养的效果要好。但这仅仅是细胞与材料的二维作用,并没有将细胞直接置于打印系统中。将细胞直接与浆料混合进行打印作为一个崭新的思路也引起了研究者们的广泛关注。天然水凝胶具有良好的细胞相容性。其性质组成与细胞外基质相类似,表面粘附蛋白质和细胞的能力弱,几乎不影响细胞的代谢过程。可以包裹细胞,输送养分和分泌代谢物。Andrea等测试了不同比例构成的I型胶原蛋白和透明质酸的生物墨水配方,确定了一个最佳配方,在支持生物活性的同时允许生物打印,并且支持原生细胞-基质的相互作用。他们将该配方应用于包含人类原代肝细胞和肝星状细胞的3D肝组织构建中,并测试了对乙酰氨基酚(一种常见的肝脏毒物)的作用。研究结果表明,甲基丙烯酸甲酯型胶原蛋白和硫醇型透明质酸的结合产生了一种简单的、可印刷的生物墨水,这种生物墨水可以调节间质细胞的生长,并且对药物治疗有适当的反应。3. 结论与展望三维打印技术有很大的应用前景,但是成为生物医用领域的主力成员还有很多问题需要解决。其中一个问题在于三维打印机自身能力的局限性,尽管其打印速度及打印精度已经有了很大的提高,但是在许多情形下依然不能达到最佳水平。另外一个主要问题在于可选择的生物材料的局限性。尽管很多可以打印的材料都具备自己的优势,但是用于移植的材料既要满足生理条件的要求,又要与人体有一个良好的应答反应。通常情况下,理想的骨科移植材料需要具有如下特性:(1)可打印性,(2)生物相容性,(3)优异的力学性能,(4)良好的降解性,(5)副产物无毒且可降解,(6)良好的组织仿生性能。不同种类的打印机对材料的要求也不尽相同,而且这些特性有时候很难全部满足。例如,在骨组织工程中,一方面需要强度高的支架材料以满足成骨细胞的增长和承受载荷,但是这也导致了支架降解困难的问题。一些强度低的软性材料容易打印并且容易降解,但是却不能应用于承重部位。一般情况下,三维打印的浆料由于其自身的硬度与天然骨接近被应用于骨骼以及软骨修复领域。从根本上讲,生物材料的选择要在其各项性能上进行选择平衡,以获得理想的材料。聚合物生物浆料已经被广泛地研究了,尤其是价格低廉的弹性体,如PLA和PCL。这些材料有很好的生物相容性以及机械性能,被广泛地用作基底材料。在未来的研究中,除了这些还要注重聚合物材料的降解性、脆性以及细胞相容性等等。陶瓷材料,如HA和β-TCP,传统上就被认为是硬组织工程支架的理想材料,现在也越来越多地被应用到陶瓷和聚合物复合材料的研究中,陶瓷材料的添加能够提高支架的强度,并且提高复合材料的生物学性能。水凝胶生物浆料的发展和打印系统让我们越来越接近打印多功能的、搭载细胞的模型系统中,也给了我们希望,有朝一日能够实现器官打印。这一过程已经由对超分子水凝胶浆料的研究就开始了。最后,三维打印技术要想真正地应用于医药领域,如何进行大规模生产、如何控制质量、如何克服管理障碍都是需要解决的问题。虽然前路道阻且长,但三维打印在组织工程和医药领域终将大放异彩!
- 暂无回复 -