相册



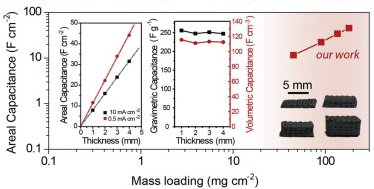
超级电容器是能量存储装置,其非常快速地充电并且可以通过数万次充电循环来保持其存储容量。它们的应用包括电动汽车的再生制动系统。它们在与电池相同的空间内保持较少的能量,并且它们不会长时间保持充电 - 但超级电容器技术的进步可以使它们在更广泛的应用中与电池竞争。在一项题为“高效3D打印的具有超高MnO2负载的Pseudocapacitive电极”的研究中,加州大学圣克鲁兹分校和劳伦斯利弗莫尔国家实验室的一组研究人员从超级电容器电极获得了前所未有的性能。电极由3D打印石墨烯气凝胶制成,其用于构建装载有赝电容材料的多孔3D支架。[图片]在测试中,电极实现了超级电容器所报告的最高面积电容。在早期的一项研究中,研究人员实现了由石墨烯气凝胶3D打印的超快速超级电容器电极。这次,他们使用改进的石墨烯气凝胶来构建载有氧化锰的多孔支架。赝电容器是一种超级电容器,通过电极表面的反应来存储能量,使其比主要通过静电机制(称为电双层电容或EDLC)存储能量的超级电容器具有更像电池的性能。“赝电容器的问题在于,当你增加电极的厚度时,由于散装结构中的离子扩散缓慢,电容会迅速下降,”UC Santa Cruz化学与生物化学教授Yat Li说。 “因此,面临的挑战是增加赝电容器材料的质量负载,而不会牺牲每单位质量或体积的能量存储容量。”[图片]该研究表明在平衡赝电容器中的质量负载和电容方面取得了突破。研究人员将质量负荷增加到每平方厘米超过100毫克氧化锰的记录水平而不影响性能,与商业设备相比有了大幅提升,商用设备的水平约为每平方厘米10毫克。面积电容也随着氧化锰的质量负载和电极厚度线性增加,而每克电容(重量电容)几乎保持不变。这表明即使在如此高的质量负载下,电极的性能也不受离子扩散的限制。根据研究生Bin Lao的说法,在传统的超级电容器制造中,将薄的电极材料涂层应用于作为集电器的薄金属板上。增加涂层的厚度会导致性能下降,因此堆叠多个板以构建电容,增加重量和材料成本。“通过我们的方法,我们不需要堆叠,因为我们可以通过使电极更厚而不牺牲性能来增加电容。研究人员设法将电极的厚度增加到4毫米而不牺牲性能。设计具有周期性孔结构的电极,其允许材料的均匀沉积和用于充电和放电的有效离子分布。印刷结构本身是由石墨烯气凝胶的圆柱形多孔棒制成的格子。然后将氧化锰沉积在晶格上。点评:这项研究的关键创新是使用3D打印来制造合理设计的结构,提供碳支架以支持赝电容材料,这些发现验证了使用3D打印制造储能设备的新方法。使用电极制成的超级电容器装置显示出良好的循环稳定性,在20,000次充电和放电循环后保持90%以上的初始电容。 3D打印电极具有大量的设计灵活性,石墨烯基油墨具有超高的表面积,轻质特性,弹性和优异的导电性。
- 暂无回复 -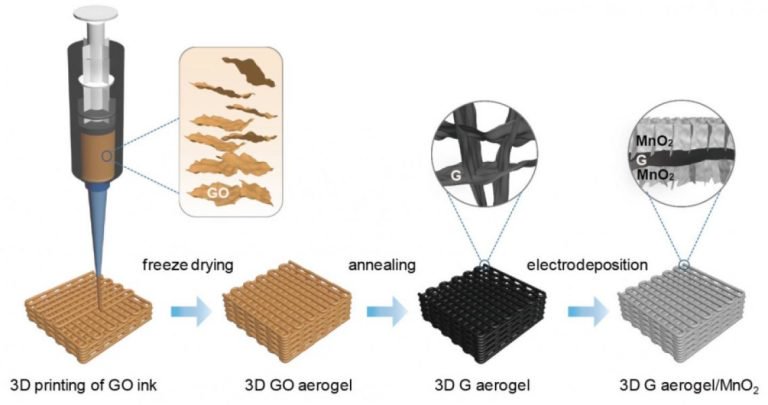
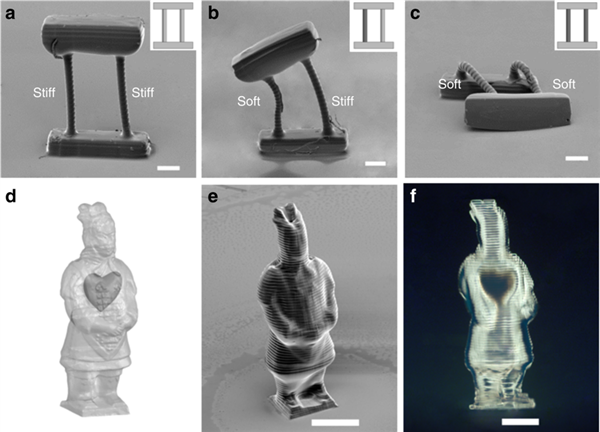
CU Boulder工程师开发了一种3D打印技术,可以重现血管的复杂几何形状,并且有朝一日可用于生产人造动脉和器官组织。CU Boulder的3D打印方法允许对对象的坚固性进行局部控制。它具有细粒度,可编程的刚性控制,使研究人员能够模拟高度结构化但仍必须保持柔韧的复杂血管几何形状。“我们的想法是在三维结构中加入独立的机械特性,以模拟人体的自然组织,”该研究的资深作者、CU Boulder公司机械工程系副教授尹晓波说。“这项技术使我们能够创建可以针对疾病模型进行定制的微结构,”尹晓波说。研究结果有朝一日可以为患有高血压和其他血管疾病的人提供更好,更个性化的治疗方法。硬化的血管与心血管疾病有关,但是历史证明,为活动脉和组织置换设计解决方案具有挑战性。为了克服这些障碍,CU Boulder的研究人员发现了一种独特的方式来利用氧气在设置3D打印结构的最终形式中的作用。“氧气通常是一件坏事,因为它导致不完全固化,”机械工程博士后研究员,该研究的第一作者丁永辉说。 “在这里,我们利用一层允许固定氧气渗透率的层。”通过严格控制氧气迁移及其随后的光照,研究人员可以自由地控制物体的哪些区域固化为更硬或更柔软 - 同时保持整体几何形状相同。[图片]通过氧气抑制辅助立体光刻法对基质刚度和几何形状进行正交编程。数字投影立体光刻3D打印系统的示意图设置,其中水凝胶前体溶液通过UV暴露逐层固化。插图是3D打印的复杂对象的SEM图像。比例尺为500μm。 b氧抑制辅助打印的示意图,其中固化区物理地限制在固化区域和氧气抑制层之间。 c不同紫外线照射剂量下双键转化率的深度分布。氧气抑制层的厚度与曝光剂量的关系很弱,固化厚度也是如此。当剂量高于阈值时,双键转化率随剂量迅速增加。 d打印水牛徽标的明场光学图像,具有独立图案的刚度和几何形状(二元刚度但平坦的表面)。高光学对比度表明交联密度的强烈差异,因此表明刚度。比例尺为200μm。 e沿b中虚线的光学对比度(黑线)和几何(蓝线)变化的量化显示对比度(刚度)的明显差异,但特征高度变化很小(<1%)“这是一个深远的发展,朝着我们创造像健康细胞起作用的结构的目标迈出了令人鼓舞的第一步,”丁永辉说。作为示范,研究人员3D打印出三个版本的简单结构:顶梁由两根杆支撑。结构在形状,尺寸和材料上是相同的,但是已经打印了杆刚度的三种变化:柔软/柔软,硬/软和硬/硬。较硬的杆支撑顶梁,而较软的杆允许其完全或部分塌陷。[图片]研究人员用一个中国小战士的身材重复了这一壮举,将它打印出来,使外层保持坚硬而内部保持柔软,可以说,让战士拥有坚韧的外表和温柔的内心。桌面尺寸的3D打印机目前能够处理尺寸小至10微米的生物材料,或约为人类头发宽度的十分之一。研究人员乐观地认为,未来的研究将有助于进一步提高这种能力。“挑战在于为化学反应创造一个更精细的尺度,”尹晓波说。“但我们看到了这项技术的巨大机遇,以及人造组织制造的潜力。”该研究最近发表在Nature Communications杂志上。
- 暂无回复 -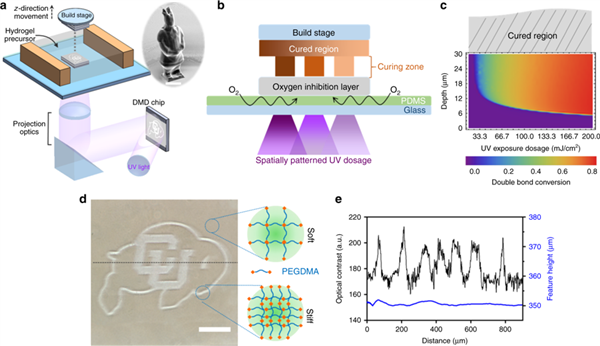
苏经信装备〔2018〕732号各设区市经济和信息化、发展改革、教育、科技、公安、财政、人社、商务、文化、卫生计生、国资、税务、质监、食药监、物价、金融、知识产权主管部门,关区各海关:为贯彻落实工信部等国家有关部门《关于印发<增材制造产业发展行动计划(2018-2020年)>的通知》(工信部联装〔2017〕311号)要求和《中国制造2025江苏行动纲要》(苏发〔2015〕16号)相关部署,推动我省增材制造产业快速健康发展,现将《江苏省增材制造产业发展三年行动计划(2018-2020年)》印发给你们,请结合实际组织实施。省经信委 省发改委 省教育厅省科技厅 省公安厅 省财政厅省人社厅 省商务厅 省文化厅省卫生计生委 省国资委 省税务局省质监局 省食药监局 省物价局省金融办 省知识产权局 南京海关 江苏省增材制造产业发展三年行动计划(2018-2020年)增材制造(又称3D打印)是以数字模型为基础,将材料逐层堆积制造出实体物品的具有颠覆性的新兴制造技术,对传统制造业的工艺流程、生产线、工厂模式、产业链组合具有广泛而深远的影响。基于增材制造技术的增材制造产业涵盖了产业设计、材料、装备、软件、工艺、应用等众多领域,发展前景广阔。“十三五”以来随着我省大力发展高端装备制造等战略性新兴产业,我省增材制造产业领域得到了较快发展,形成了一批具有良好竞争力的企业和研发机构,产业链逐步完善,产业竞争力明显增强,目前全省增材制造领域年专利申请量国内领先。但总体来看,我省增材制造产业规模总量还不够大,创新能力还不够强。为全面贯彻落实党的十九大精神,深入推进制造强省建设,加快培育制造业发展新动能,根据工信部等十二部门联合发布的《增材制造产业发展行动计划(2017-2020年)》(工信部联装〔2017〕311号)要求和《中国制造2025江苏行动纲要》(苏发〔2015〕16号)相关部署,现就今后三年加快江苏增材制造产业发展提出以下行动计划。一、总体要求与基本原则(一)总体要求围绕推进供给侧结构性改革、培育产业发展新动能、推动和服务制造强省建设的要求,坚持做强产业和做大市场协同推进。一方面强化技术创新,着力突破基础材料、成型技术、工艺软件等关键环节,研发一批国内领先、达到国际先进水平的增材制造装备;另一方面强化市场应用,面向航空航天、汽车、家电、生物医疗、文化教育等领域重大需求,深入开展增材制造产品示范应用和市场推广,加快形成产业链协同推进体系,实现产业快速健康高效发展,稳步提升产业整体竞争力。(二)基本原则1、坚持市场主导和政府引导相结合。发挥市场在资源配置中的决定性作用,突出做强做大企业主体,充分激发企业活力和创造力。更好地发挥政府的引导和服务作用,积极营造市场环境,培育产业生态,强化政策扶持,促进产业集聚集群发展。2、坚持需求牵引与创新驱动相结合。面向传统产业升级改造、新兴产业和新兴消费发展需求,统筹推进装备、技术、材料等产业链协同创新,着力解决产业发展关键瓶颈制约,不断提高产品和服务质量,满足用户应用需求。3、坚持重点突破和统筹推进相结合。以重大技术、产品在推动智能制造、发展创意产业、满足个性化消费等领域的创新突破和示范应用为重点,促进传统制造与消费模式、理念的创新转变,加强不同细分产业领域分类引导,统筹推进产品设计、材料、关键器件、装备、工业应用等各个环节协同发展。4、坚持产业培育与发展安全相结合。针对非制造业领域增材制造可能对公共安全领域带来的风险隐患,建立多部门联动监管、联合执法体系,强化事中事后监管。二、行动目标到2020年,全省增材制造产业从材料、工艺、软件、核心器件到装备的产业链进一步完善,领军企业国际竞争力明显增强,重大装备规模化应用水平明显提升,产业发展总体水平居全国领先地位,产业知识产权密集度显著提升,关键核心技术和装备研发保持国际同步发展水平。(一)产业实力明显增强。全省增材制造产业年产值超过20亿元,约占全国10%,年均增速30%以上。培育形成一批亿元以上重点企业,其中年销售收入超2亿元、拥有核心知识产权和自主品牌、具有国际竞争力和影响力的领军企业2-3家。(二)创新能力明显提升。建立产业协同创新体系和平台,攻关突破10个以上达到国内领先、国际先进水平的首台(套)重大装备和关键部件,增材制造专用材料、工艺软件等重要环节基本满足行业应用需求。(三)应用水平明显提高。面向重点行业领域,建设10家以上省级示范应用中心,完善涵盖计量、标准、检测、认证、知识产权等在内的应用服务体系。(四)安全监管实效运行。打通部门间信息共享渠道,深度分析研判、及时预警消除非制造业领域增材制造风险隐患,建立多部门联动监管、惩戒机制体系,依法查处违法违规经营行为。三、重点任务(一)推进产业技术创新一是加强创新平台建设。积极支持南京、苏州等有产业基础、技术条件的地区协同规划建设增材制造产业创新中心。支持和推动国家增材制造创新中心在我省设立分中心。建立和完善以企业为主体、市场为导向、知识产权利益分享机制为纽带、政产学研用协同的增材制造创新体系,鼓励和支持有条件的企业建立创新发展研究院,创建一批省级以上增材制造产业工程技术研究中心、企业技术创新中心、高价值专利培育中心。(省经信委、省发改委、省科技厅、省知识产权局)二是加强关键共性技术研发。围绕提高增材制造基础研究能力、提升增材制造上下游技术水平,组织开展关键技术攻关,重点突破高性能材料研发与制备、产品设计优化、高质量高稳定性增材制造装备、高效复合增材制造工艺、重要质量特性参数测试方法等关键共性技术,创造一批创新水平高、市场竞争力强、权利状态稳定的高价值专利和专利组合。(省科技厅、省经信委、省知识产权局)积极跟踪增材制造技术发展趋势和国家战略部署,适时编制江苏省增材制造技术发展路线图,提早布局新一代增材制造技术研究。(省科技厅)实施增材制造产业专利导航工程,确定产业专利布局,引导关键共性技术专利创造和集聚,加强关键共性技术和前瞻性技术知识产权保护,完善增材制造产业链专利专题数据库,强化知识产权信息的分析和运用。(省知识产权局)三是加强专用装备、核心器件及软件研发。围绕突破增材制造装备、核心器件及专用软件的质量、性能和稳定性问题,加强各类专用装备、核心器件和软件攻关研发,重点突破激光/电子束高效选区熔化、大型整体构件激光及电子束送粉/送丝熔化沉积、液态金属喷墨打印等金属材料增材制造装备,光固化成形、熔融沉积成形、激光选区烧结成形、无模铸型以及材料喷射成形等非金属材料增材制造装备,仿生组织修复支架、医疗个性化、细胞活性材料、器官微结构和功能模拟芯片等生物材料增材制造装备,高光束质量激光器及光束整形系统、高品质电子枪及高速扫描系统,大功率激光扫描振镜、动态聚焦镜等精密光学器件、高精度阵列式喷嘴打印头/喷头,处理器、存储器、工业控制器、高精度传感器、数模模拟转换器等核心器件,数据设计软件、数据处理软件、工艺库、工艺分析及工艺智能规划软件、在线检测与监测系统及成形过程智能控制软件等专用软件,提高主流技术装备集成创新水平和供给保障能力。(省经信委、省发改委、省科技厅)四是加强专用材料开发。围绕提升增材制造专用材料品质和性能稳定性,形成一批基本满足增材制造产业需要的专用材料牌号,鼓励优势企业开展增材制造关键材料制备技术及装备研发,开展增材制造专用材料研发,鼓励优势材料生产企业从事增材制造专用材料及研究成果转化。重点突破金属增材制造材料的研发与制备技术,研究金属球形粉末成形与制备技术,突破高转速旋转电极制粉、气雾化制粉等装备,开发空心粉率低、颗粒形状规则、粒度均匀、杂质元素含量低的高品质钛合金、高温合金、铝合金等金属粉末,研究增材制造专用液态金属材料;突破无机非金属增材制造材料的制备方法,研究氧化铝、氧化锆、碳化硅、氮化铝、氮化硅等陶瓷粉末、片材制备方法,提高材料收得率与性能一致性;提升有机高分子增材制造材料性能,突破增材制造专用树脂、超高分子量聚合物等材料体系中热传导、界面链缠及性能调控技术,开发高性能稳定性的增材制造专用光敏树脂、粘结剂、催化剂、蜡材,开发高性能抗老化工程塑料与弹性体;提升生物增材制造材料质量,建立生物增材制造材料体系,不断提高可植入材料生物学性能和增材制造工艺性能,完善个性化医疗器械的材料设计和微结构设计技术,开发不同软硬程度的器官/组织模拟材料,开发满足不同需求的生物“墨水”。(省经信委、省发改委、省科技厅)(二)加强示范推广应用以直接制造为重点,兼顾原型设计和模具开发应用,推动增材制造在制造业、医疗、文化创意、创新教育等领域规模化应用。利用增材制造云平台等新模式,线上线下打通增材制造在社会、企业、家庭中的应用路径。重点打造八大示范应用工程,建成一批成效显著、影响力突出的示范应用中心。一是“3D打印+直接制造”。面向航空、航天、船舶、核工业、汽车、电力装备、轨道交通装备、家电等重点行业领域,针对各类复杂结构件、关键零部件、特种材料器件,采用增材制造技术实现一体化、快速成型制造,满足相关行业对增材制造产品便捷化、柔性化、轻量化等各项需求。(省经信委)二是“3D打印+再制造”。面向航空、航天、轨道交通、工程机械等领域各类大型易损结构件,积极利用增材制造技术进行修复。在船舶与配套设备、在役核设施、电力装备等特殊行业领域综合利用人工智能技术、增材制造技术开展在线修复。(省经信委)三是“3D打印+模具制造”。在模具制造、铸造等行业,利用增材制造技术实现模具优化设计、原型制造等。推进复杂精密结构模具的一体化成型,缩短研发周期。应用金属增材制造技术直接制造复杂型腔模具。(省经信委)四是“3D打印+原型制造”。面向航空、航天、船舶、汽车、电力装备、轨道交通装备等领域,推进增材制造技术实现新产品研发、工艺试验、关键零部件试制过程中的快速原型制造,简化传统工艺流程,实现复杂零部件、结构件直接从设计到生产,突破传统制造方式的技术限制。(省经信委)五是“3D打印+医疗”。针对医疗领域个性化医疗器械(含医用非医疗器械)、康复器械、植入物、软组织修复、新药开发等需求,推动完善个性化医用增材制造产品在分类、临床检验、注册、市场准入等方面的政策法规,研究确定医用增材制造产品及服务的诊疗服务项目价格政策,并探索将符合条件的医用增材制造产品有关的诊疗服务项目纳入医保支付范围。(省卫生计生委、省食药监局、省物价局、省人社厅)六是“3D打印+文化创意”。针对创新创意设计、文化创意产品开发以及个性化产品消费的需求,推动增材制造技术在相关领域的应用,培养新的消费热点,构建新型消费生产模式,助力消费升级。(省文化厅)七是“3D打印+创新教育”。实施学校增材制造技术普及工程,鼓励增材制造技术在教育领域的推广,配置增材制造设备及教学软件,开设增材制造知识培训课程,建立增材制造实验室,培养学生创新设计的兴趣、爱好、意识。在中小学、职业院校等开展增材制造科普教育,开展增材制造设计、技能大赛等活动。(省教育厅)八是“3D打印+互联网”。针对社会大众创新创意需求,支持增材制造企业与互联网企业合作,推动建立一批在线协同设计、数据互联共享、分布式制造的增材制造云平台,降低应用门槛,推动增材制造技术的普及。推动建设线下增材制造创新设计、应用、服务中心,为用户提供创新设计、产品优化、快速原型制造、模具开发等应用服务。(省经信委)(三)推进产业链协同优化发展一是培植龙头企业。重点培育增材制造装备领军企业,依托企业带动材料、核心部件、软件等产业链企业协同发展。着力打造增材制造应用服务型领军企业,支持服务企业与用户单位开展产需对接和战略合作,鼓励企业在重点应用领域提供契合用户需求的前期设计、产品供应、运营维护、检测认证等综合解决方案,提升行业整体服务质量和用户对增材制造技术的认可度。(省经信委)鼓励创新能力强、效率高、效益好、管理水平先进的骨干企业开展兼并重组、合资合作、跨界融合,积极整合国内外技术、人才和市场等资源,加强品牌培育,提高知识产权战略运用水平,不断提升市场竞争能力。(省经信委、省国资委)二是培育产业集群。鼓励和支持有条件的地区规划建设增材制造产业集聚区,支持龙头企业做强做大,引导中小企业专业化、配套化、集聚化发展,形成大中小企业分工互补、产业链协同发展的产业体系。重点推动南京等地培育形成金属激光增材制造产业集聚区,苏州等地形成非金属材料增材制造产业集聚区,常州、无锡等地形成生物材料增材制造产业集聚区。鼓励和支持具有产业特色优势的地区,进一步完善资本、技术、市场、知识产权等综合配套体系,加大对增材制造产业和研发基地建设的支持力度,引导支持增材制造产业知识产权集群管理,推动集聚区产业尽快上规模、上水平。(省经信委、省发改委、省商务厅、省知识产权局)(四)完善支撑体系一是建立健全增材制造计量体系。针对增材制造领域的专用材料、制造装备和核心器件等测量需求,加强具有产业特点的计量测试技术和测试方法研究,支持开发增材制造专用计量、测试装备,为增材制造提供“全溯源链、全寿命周期、全产业链”及具有前瞻性的计量测试技术服务,不断完善增材制造产业计量测试服务体系。(省质监局、省经信委)二是健全增材制造标准体系。构建政府主导制定标准与市场自主制定标准相互协调、相互促进的增材制造新型标准制定体系,强化企业在标准化活动中的主体地位,加大力度开展增材制造标准制修订工作,不断提升标准水平,增强标准有效供给,以标准支撑和引领增材制造产业发展。充分发挥全国增材制造标准化技术委员会测试方法分技术委员会标准化工作平台的作用,重点支持企业参与创新设计、专用材料、工艺技术、装备、检验检测、数据和服务等方面国家标准、行业标准制定工作,推动研制一批团体标准和企业标准;申请承担增材制造领域的国家技术标准创新基地建设,助推企业标准能力水平提升;开展增材制造科技成果转化为技术标准试点工作,推动一批增材制造新技术、新方法、新材料、新工艺快速转化为标准;支持企业在增材制造云服务平台、装备、材料、无损等领域积极牵头制定国际标准,提升国家话语权,以标准带动增材制造技术、产品等“走出去”。(省质监局、省经信委)三是建立增材制造检测和认证体系。围绕增材制造工艺装备、核心器件、专用材料和产品等,开展技术和产品特性的检测基础理论和方法研究,逐步建立增材制造检测体系。结合增材制造技术的应用要求,开展增材制造认证评价分析和质量保证等核心技术研究,提出适用于增材制造的认证技术解决方案。加强与国外增材制造检测和认证机构的合作,加快培育形成一批专业化的增材制造检测和认证机构,推动增材制造标准、检测、认证协同发展。(省质监局、省经信委)四是健全人才培养体系。推进产学合作协同育才,扩大增材制造相关专业人才培养规模,加强配套支撑的课程设计、教材开发、师资队伍、专门实验室等方面的建设,建成一批人才培养基地。加强海外高层次科技、经营人才的引入和国际化人才的培养,建立和完善人才激励机制,落实科研人员科技成果转化的股权、期权激励和奖励等收益分配政策,形成与增材制造产业发展需求相适应的人力资源管理体系。(省人社厅、省经信委、省人才办、省税务局、省知识产权局、省科技厅)四、保障措施1、加强统筹协调组织。各地各部门要高度重视,加强资源整合和工作协同,协调解决增材制造产业发展中的重大问题,推进产业快速健康稳步发展。省级层面建立省经济和信息化委牵头,发展改革、教育、科技、公安、财政、人社、商务、文化、卫生计生、国资、税务、质监、食药监、物价、金融、知识产权、海关等各部门分工合作、协同推进的工作机制。各地各部门要按照本行动计划确定的目标、任务和政策,结合自身实际制定具体推进计划,抓好各项任务落实,引导和推动增材制造产业健康有序快速发展。(省经信委、省发改委、省教育厅、省科技厅、省公安厅、省财政厅、省人社厅、省商务厅、省文化厅、省卫生计生委、省国资委、省税务局、省质监局、省食药监局、省物价局、省金融办、省知识产权局、南京海关)2、加大财政支持力度。充分利用现有政策资源支持增材制造关键技术攻关、重大装备及关键零部件研发、重要科技成果转化和产业化。鼓励重点企业积极争取国家重点研发计划“增材制造与激光制造”专项支持。积极支持重大首台套装备争取国家和省首台套重大技术装备示范应用和保险补偿。(省财政厅、省经信委、省科技厅、省发改委)3、着力拓宽融资渠道。采取政策引导和市场化运作相结合的方式,吸引金融机构和社会资金投向增材制造产业。推进设备融资租赁,加快推动下游产业的技术和应用的推广。支持增材制造企业运用知识产权质押获得贷款融资,鼓励符合条件的增材制造企业通过境内外上市、发行非金融企业债务融资工具等方式进行直接融资。(省经信委、省发改委、省财政厅、省商务厅、省知识产权局、省金融办)4、深化国际交流合作。坚持引进来和走出去并重,充分利用政府、行业组织、企业、研究院所等渠道,多层次地开展技术、标准、知识产权、检测认证等方面的国际交流与合作,不断拓展合作领域。支持重点企业积极开展并购、股权投资、创业投资及建立海外研发中心,鼓励技术先进企业在我省设立研发基地、研发中心,共同推进提升增材制造研发产业化水平。依托一带一路倡议,推进增材制造技术和产品在沿线国家推广应用。(省商务厅、省发改委、省科技厅、南京海关、省质监局、省知识产权局)5、强化行业安全监管。推动行业监管立法进程,加强非制造业领域增材制造装备销售、应用等环节以及增材制造从业人员的监管,研究建立购买增材制造装备实名登记制度。建立非制造业领域增材制造信息数据监管平台,重点加强对金属增材制造装备运行使用情况的监管,研究建立装备基本信息报备制度和从业认证登记备案制度,依法查处利用增材制造装备非法生产、制造管制器具等违法犯罪活动。(省公安厅、省经信委)6、发挥行业组织作用。加强增材制造产业联盟、公共服务平台、协会与中介组织的建设,依托并发挥中介组织作用,建立行业企业调查统计和信息报送制度,组织装备企业与零部件、材料制备和用户开展需求对接,协调和推进装备研制、试验鉴定和试点示范,推动产品的推广应用。密切跟踪国内外产业技术发展趋势,加强对产业发展重大问题和政策的研究。积极宣传相关法规要求和技术标准,加强行业自律,提高行业素质,维护行业安全。(省经信委)
- 暂无回复 -近年来,生物治疗日益受到国内外学者关注,尤其是干细胞技术在生物治疗领域有很大的突破。干细胞不管是在免疫治疗方面,还是临床治疗方面都带来了可喜的成绩,而3D技术的成熟,拉开了干细胞二维向三维升级的帷幕,有望带动生物创新大革命,带给人类医疗技术的全新升级。那么,3D技术会为未来生物治疗发展带来怎样的影响呢?就这些问题,希瑞生命集团高级顾问,虚拟现实3D技术资深专家任昊博士接受了采访。[图片]3D技术推动干细胞技术升级比如如何诱导干细胞像医生们期望的那样生长成不同的组织,如何让这些打印出的器官和人体原有器官无缝衔接,不排斥,功能良好;如何解决打印器官的“保质”问题……总之,这已不仅仅是3D打印方面的专家能独立操作解决的问题,需要和医学专家、生物学专家、计算机专家,甚至设计和数学方面的专家一起合作才有可能实现突破性进展。但是,一旦此项技术落成,将给生物学界带来难以想象的影响。器官打印一旦成熟,或许会彻底改变人类生活。比如人体器官衰竭无须配型找供体,而是直接应用3D干细胞技术打印人体肝脏植入患者体内。任博解释说,3D打印器官具体可以用可降解材料先打印出肝脏支架,在支架上附着干细胞,干细胞沿着器官模型迅速生长,有的生长成肌肉,有的生长成表面的组织,最后还要实现血管和神经等系统的再造,最后支架降解,打印出来的肝脏就能发挥肝脏应有的作用。不仅如此, 3D打印组织模型有助于医生“精准手术”。运用3D技术以1:1的比例打印患者病变器官模型,能让医生在术前熟悉患者器官的具体情况。[图片] 以往对手术技术细节,医生只能够根据经验判断,而现在医生们有了新的选择,能用生物3D打印技术制作器官模型,在模型上先进行了一次“模拟手术”。因而能针对性地研究出手术方案,大大提高手术成功率。打印器官上市未来可期任博介绍,3D生物打印的应用主要有三个阶段:体外手术模型、打印可用于植入人体的类器官和组织以及利用细胞打印出活性器官和组织。上面我们说的器官模型是第一类。目前,该技术还运用于神经外科及脊柱外科的个性化手术模型、假肢等,在复杂病例的手术中,有利于术前规划、辅助病人了解病情以及医疗培训,极大造福了病人。3D生物打印技术应用的第二个阶段是打印体内植入物。“现有的软组织修复材料,如动物组织、胶原等,会带来动物疾病传播、免疫排异、力学性能弱等问题,而传统的合成材料,也具有不降解、力学顺应性差、组织再生性差等局限。而3D打印在个性化以及微观仿生方面具有突出的优势。”他说。在这个阶段,利用3D生物打印技术可以打印出具备良好生物相容性的人体组织,而使用的材料是关键难题。根据目标部位的差异,有些材料要求不降解,成为永久植入物,而部分材料则要求可以降解,跟人体组织相互发生作用,促进组织再生。目前,任博带领的科研团队正在研究此类产品。他们正在研究微观层面上的人体组织纤维结构,搭建有利于细胞爬行、成长的支架。在前面两个发展阶段的基础上,任博表示,利用细胞打印出活性器官和组织,才是现代意义上的3D生物打印,能够真正实现“快速成型”,也将会是应用潜力最大、应用范围最广的3D生物打印技术。[图片] 图为肾小管及肾小球3D打印模型任博认为,从技术层面,还至少需要克服三个挑战。首先,需要解决打印过程中脆弱的细胞能否存活、能否发育、会否变异甚至肿瘤化的问题;其次,3D生物打印机必须满足生物仿生对制造精度及准确性的极高要求;第三,组织及器官是由多材料及多细胞组成的非均质体系,对制造学要求也极高。在国外,3D生物打印研究重镇美国韦克福雷斯特大学团队曾在2006年成功利用细胞扩增技术在体外培植膀胱。去年2月,该大学的研究团队利用新开发的3D生物打印系统打印出人造耳朵、骨头和肌肉组织,移植到动物身上后都能保持活性。虽然如此,专家们也提醒,实验室成功不等于产业化成功。对医疗产品来说,在应用于人体之前必须符合国家法规,且在安全性、有效性方面符合临床要求,这需要大量的实验验证。[图片] 据估算,一个不含细胞的用于组织修复的3D打印产品从研发到上市,大致需要5年到6年时间。而含活细胞的3D打印产品,因尚有诸多技术难题待突破,还不能估计上市时间。在采访的最后,任博表示:“虽然时间很长,但我们不能停止在这方面的创新和研究。相信通过各个领域专家的通力合作,我们一定能早日实现人类打印自身器官的科学梦。”来源:希瑞干细胞
- 暂无回复 -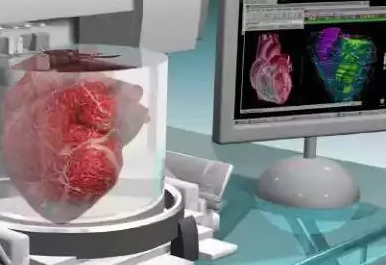
传统的无损检测方法,在检测增材制造技术制备出的零部件,与检测其他加工技术制备的零件方面有很多相似之处。但是,或多或少,增材制造技术的兴起仍然对无损检测技术带来了一定的挑战。[图片] 增材制造(AM)是近年来最热门和最具革命性的制造工艺之一。这种新型制造工艺只要把设计输入机器里,然后把功能部件从机器的另一边取出来即可,这种想法以前出现在上一代人的科幻小说里,虽然现在我们仍离《星际迷航》电影里那样复制人类的技术还很遥远,但我们正在缩小这个差距。塑料、橡胶、陶瓷、油墨、贵金属和一些特殊合金材料,每天都在不同的行业中被制造及应用,其应用领域非常广泛,包括普通玩具、模具,甚至到人体器官等。现在这一切都可以利用3D打印(增材制造)技术打印出来。在本文中,我们将重点关注增材制造技术在航空航天和发电方面的应用,许多人正就这些方面的一些难题不断在努力设计和创造一些创新的解决方案。[图片] 在这些领域中,使用3D打印技术制造的组件正变得愈加复杂,并且在越来越多的关键应用中被接受和使用。这些应用程序只是有关行业希望与增材制造技术合作的开始。在不久的将来,随着增材制造技术所用的粉末和合金材料性能的不断进步,制造出来的新组件的综合性能也将达到一种更高、更新的水平。 现在,考虑到增材制造技术正在生产的产品具有更加独特和高度优化的形状,我们也需要一些更加先进的实际检测能力。检测能力和冶金验证必须是增材制造设计和工艺参数的重要组成部分。例如,我们需要真正了解当前的检测现状,以及未来可能需要检测的地方。[图片]在深入研究增材制造检测要点之前,让我们先了解一下复杂的金属增材制造技术。增材制造技术首先,增材制造(AM)技术不仅仅是一种技术,而是指一类技术。AM(通常被称为3D打印技术)分为两大类:粉末层熔化(PBF)和直接能量沉积(DED)。这两大类技术中都分别包括了一些其他分类技术。PBF直接金属激光烧结(DMLS)选择性激光烧结(SLS)选择性激光熔融(SLM)电子束熔融技术(EBM)DED钨极气体保护电弧技术(GTA)等离子弧技术(PA)气体保护焊技术(GMA)等离子弧技术(PTA)激光束技术(LB)电子束自由技术(EBF)在深入了解这些技术之前,我们先了解一下PBF和DED这两类技术的差别。对于PBF技术,其原理是将均匀的粉末层供给到沉积平面上,在该沉积平面上引导电子束或激光,光束或激光的能量在平面中的所有指定位置照射粉末并使其熔融固化。当该平面完成后,系统将索引到下一个平面并重复该过程。这种情况一直会持续到组件完全构建完毕。在PBF技术中,沉积平面固定在x和y轴上,并且只有当构建平面完全完成时才会在z轴上移动。在DED技术中,粉末或线材与能量源同步地供应到熔池中,该能量源可以是电子束或激光器。与PBF一样,来自光束或激光的能量将打印材料熔化;但与PBF不同,沉积点不固定在x和y轴方向上,这意味着,正在建造的表面和/或能源将与建造设计相关联移动。此外,DED的另一个不同之处在于,部件层的构建几乎可以在任何方向上进行,这也是这两种增材制造技术之间最大的差异。[图片]因此,PBF和DED都是将材料熔化并融合成设计形状的方法,并且两者都可以形成复杂的形状。不同之处在于材料的引入方式以及部件中每层的形成方式。希望这些能让您更好的了解金属增材制造技术,以及PBF和DED这两个主要的AM分类技术。既然我们已经知道了AM技术是如何工作的,那么您肯定可以想象出这种技术相比于铸造和锻造方法的许多优势。例如,在没有模具的情况下,AM技术可以在许多方向上构建零件,包括形状非常复杂的零部件,同时还可以构建出不同设计的某一部分,还可以是多部分合并制造。这种制造技术具有无限的可能,因此我们需要确保也具有对所生产部件进行高质量检查的能力。无损检测方法虽然目前针对AM的检查方法在许多方面与铸件和锻件的检查并没有什么不同,其中,零件通常需要经过视觉、尺寸、外部和内部测试以及相关的表面粗糙度测试等,但有时也可能完全不同,因为许多组件都是合并和重新设计过的。合并的部件(其中多个部件被简化为一个部件)是特别令人感兴趣的,因为它们将多个部件的几何结构合并到单个的新设计中。由于AM已经被广泛接受,检验界需要跟上,并确保产品的完整性保持在最高质量水平上。[图片] 非金属增材制造技术前面已经提到,AM产品在一些方面需要经过与铸件和锻件相同的检查,现在我们来看看这些检查的细节。典型的外表面检查包括:荧光液体渗透检测技术(PT)、视觉检测技术(VT,通常放大至10倍)、表面粗糙度和尺寸检查等。尺寸可以使用量具、坐标测量机(CMM)和白色/红色/蓝色光扫描仪来完成。典型的内部检查则包括射线照相检测技术(RT)、电磁检测技术(ET)、超声波检测技术(UT),在有些情况下还会使用计算机断层扫描技术(CT)。无论采用的是哪种制造方法,每项检查的宗旨都是相同的。铸件和锻件是全身制造方法,意味着整个部件将一次成型。AM产品则是分层建造,厚度通常为0.001~0.003英寸,具体则取决于系统和材料。这种差异就决定了为什么必须重视AM产品的检查,并将一些可能不同的重点放在专门的检查上。 [图片] 传统的非破坏性检查对AM部件的执行情况大致相同,但同时AM制造方法给传统的无损检测技术也带来了一些新的限制,这些限制主要是由表面粗糙度和薄层构造所引起的。一些AM部件的表面粗糙度过大(至少在某些区域),使得液体渗透检测、视觉检测、电磁检测和超声波检测难以进行。粗糙度使得视觉观察也变得非常困难和主观,另外还使得一些接触探针的方法难以执行。在了解了这些特定检测方法的局限性后,大多数增材制造供应商们已经转向使用射线照相内部检查方法。射线照相法检测(RT),尤其是数字RT(DR)和计算机断层扫描技术是目前许多AM制造商的首选方法。这些检测技术既可用于检测产品的严重缺陷,也可用于确认其内部的几何形状。其中CT技术还能够进行几何验证,而DR技术在粗略缺陷检测方面更有优势。然而令人遗憾的是,这两种方法都不能够像确定单层水平面上的缺陷那样敏感。逐层构建/打印AM部件会引入不连续性特征,而这种情况在铸件和锻件中是不会形成的。每个单独的层都容易出现一些缺陷,由于每层的厚度都很薄,检测灵敏度或分辨率将是一个非常关键的因素。DR和CT技术具有不同的灵敏度,可适用于AM产品中产生的较大缺陷,但是构建层的厚度约为最佳X射线分辨率水平的1/3,所以X射线捕获的是三层厚度的夹层。除了分辨率问题之外,几何和密度也在一定程度上限制了这两种检测方法,并且可以使DR和CT技术检测结果的解释变得非常主观且不可靠。较厚的墙壁、内部空腔、半径和简单的平面都是限制传统NDT方法的一些重要因素。所有的外部检查都会受到表面粗糙度的限制,而内部射线检查由于分辨率差也非常受限。大多数公司以前都使用经过破坏性测试的冶金样品来验证每个构建产品的完整性。然而,虽然在相同条件下,这些样品与整个产品构建在同一构建板上,但是一个拉伸样品可以代表所有部件吗?这一部分是否与另一部分完全相同呢?过程补偿共振技术我们现在知道了大多数行业在当前标准技术下所面临的问题。现在需要的是一种能够定量检测和评估每个AM生产部件的检查方法,该方法需要由部件的结构完整性驱动。目前,可以提供这种检查的选择并不多,但有一个值得讨论的是过程补偿共振技术(简称PCRT)。[图片] PCRT是一种在AM研究中显示出巨大潜力的方法。它是一种全身检查方法,所使用的部分共振,也称为固有频率技术,对整个部件的材料/完整性/尺寸条件非常敏感。该技术可用于识别结构不同的部件(这些结构会对部件的性能或材料特性产生不利的影响)。它使用统计处理和模式识别工具来分辨不合格的零部件,既属于内部检查,也是外部检查技术。[图片] PCRT检测数据可用于在构建后监控每个部件,以确保其是否符合给定的可接受范围或公差,或者可以“教导”它检测特定的缺陷类型,甚至可以检测样品中的模拟缺陷。PCRT分析可以通过实例来学习,例如可接受的部分变化和不可接受的缺陷条件,如孔隙率或熔融不充分等,或者可以建模用于预测响应,然后可以将那些建模的响应编程到检测算法中,从而使检测人员可以非常快速地检测已知的结构问题。[图片] [图片] 过程补偿共振技术在增材制造技术中的使用;图片来源:Vibrant虽然PCRT能够报告哪些样品与标称参考样品有所不同,但这种技术一般不能用于定位、定量尺寸或表征缺陷。PCRT可用于隔离同一构建板内具有使用DR和CT技术可能无法检测到的单层缺陷的部件。 在一些增材制造研究中,PCRT已经用于检测AM产品中不可接受的孔隙率、裂缝、熔融不充分的地方等缺陷,此外,这还是一个相对快速的过程。每个部件的测量时间为30秒至3分钟,因此可用作100%检测。它不需要使用化学品,也不会产生能源和材料浪费。PCRT的检测对象是单个打印组件,需要从构建板上移除后再进行。[图片] PCRT检测已用于具有复杂几何形状的商业航空航天应用中,在提高了部件可靠性的同时,还降低了检查和部件更换的成本,并且可能开启增材制造产品检查的未来和希望。结 语目前常用的一系列检查方法都不能提供所需的单个部件验证,工业界目前依赖的是假定具有代表性的拉伸样品,来确认零件批次材料是否符合要求。现在,PCRT能够满足这些需求,为生产就绪的产品提供100%检测选项,包括量化检测结果、支持过程监控、质量保证和持续改进等。作者:Gregory James Weaver译自:qualitymag译者:Vince
- 暂无回复 -
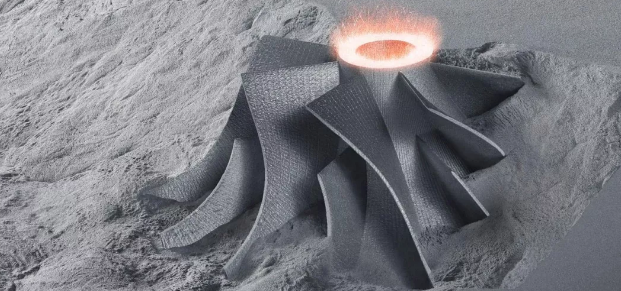

弗劳恩霍夫陶瓷技术与系统研究所(IKTS)的研究人员已经找到了一种方法,可以使用熔融长丝制造技术在金属中制作更硬的3D打印件,这种材料来自塑料加工行业。[图片]©Fraunhofer IKTS极其坚硬的工具主要用于汽车工业的大规模生产。硬质合金由金属粘合剂镍或钴和硬质相碳化钨组成。到目前为止,切割,钻孔,冲压和冲压工具已经挤压,注塑或使用单轴静压粉末压制生产。虽然生产时间短和精确控制的材料特性使得该过程特别有趣,但它通常需要复杂且昂贵的后处理。另外,使用粉末压制实现复杂或特定的设计是极其困难的。相反,增材制造能够实现复杂的几何形状,但到目前为止在硬度和部件尺寸方面受到限制。现代粘合剂喷射3D打印和热塑性3D打印(3DTP)已经成功地被IKTS用于选择的硬金属成分。然而,通过这些方法生产的部件不如使用粉末床熔合方法生产的部件那样坚固。并且金属粘合剂含量和这些组分的尺寸也是有限的。最初,IKTS采用FFF工艺生产陶瓷和复合材料。他们的新实验表明,通过在复合长丝中使用更小的金属颗粒,它们可以实现更硬的印刷。 “在FFF期间,3D机身由柔韧的可熔长丝制成,”IKTS研究人员解释说。“几十年来,Fraunhofer IKTS已经获得了成熟的粉末冶金专业知识。因此,可以用具有有机粘合剂的硬质合金粉末生产FFF所需的长丝。根据材料结构的不同,可以使用减小的晶粒尺寸和粘合剂含量来特别提高合金的硬度、压缩强度和弯曲强度。“JohannesPötschke博士领导的IKTS的Hardmetals和Cermets集团证实:“长丝可用作标准3D打印机的半成品,并且首次可以印刷具有极低金属粘合剂含量的硬质合金,细晶粒尺寸低于0.8微米,因此可以提供高达1700 HV10的极硬元件。而金属粘合剂含量仅8%。“
- 暂无回复 -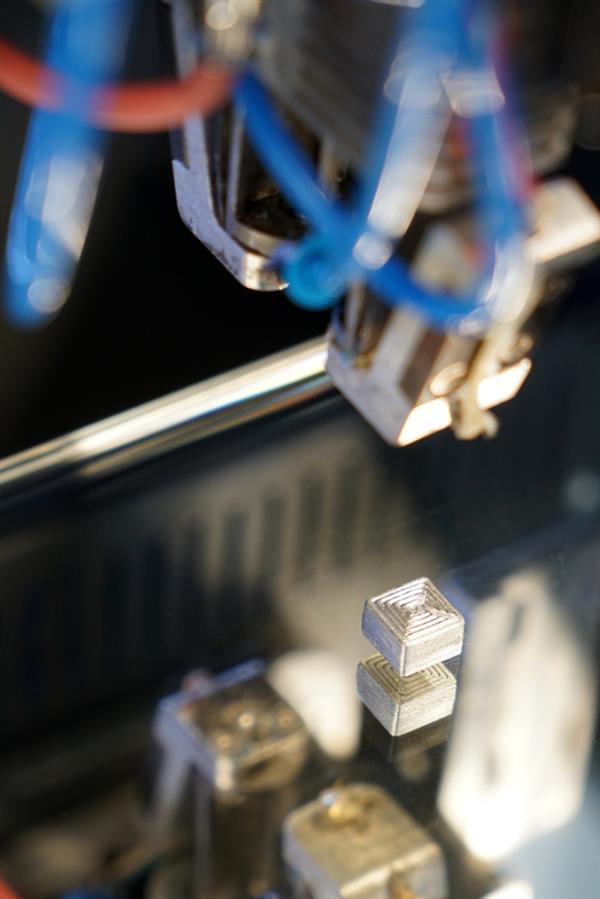
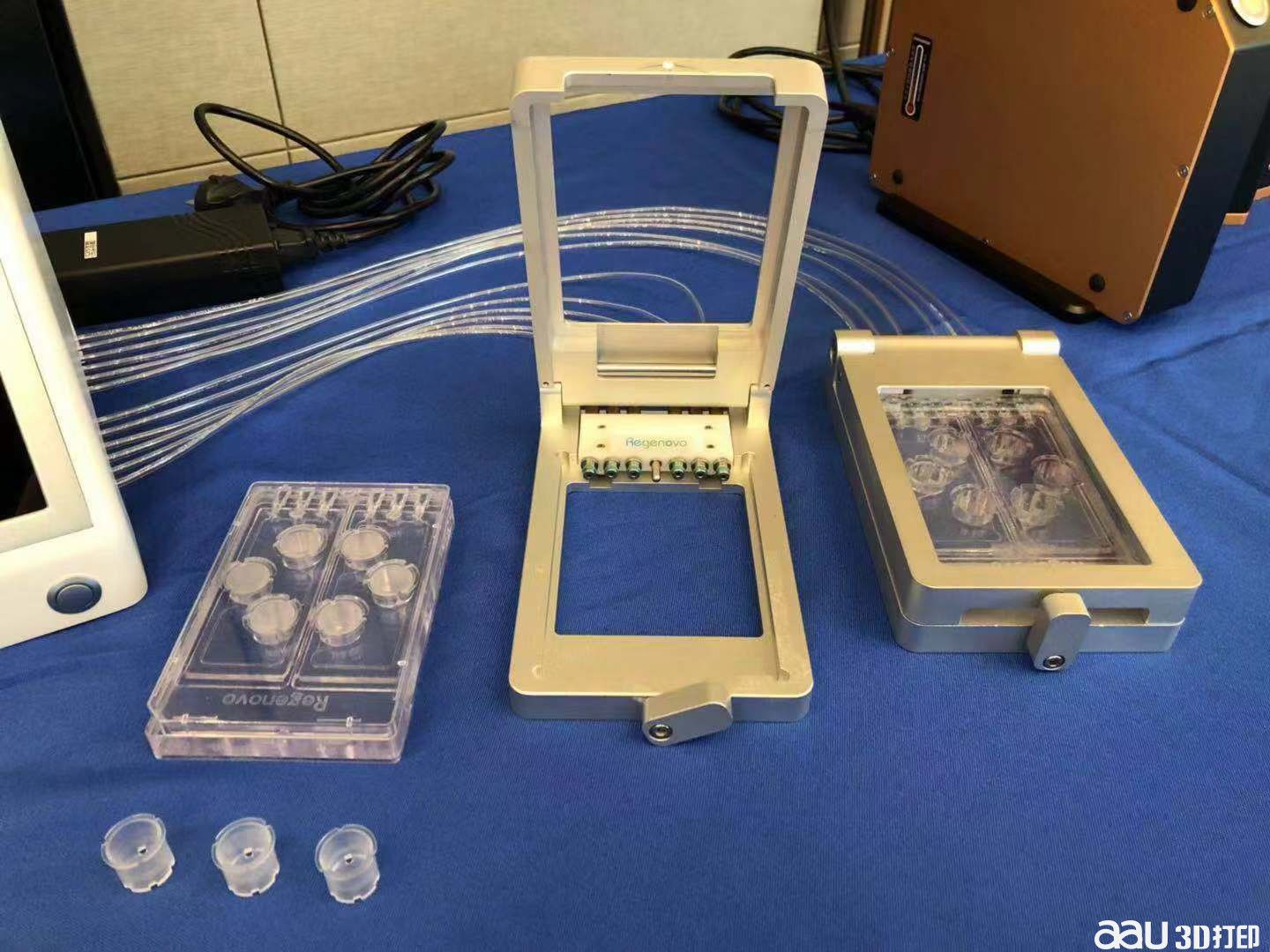
10月20日,杭州捷诺飞生物科技股份有限公司联合清华大学、杭州电子科技大学等高校,发布了由“国家重点研发计划”资助研发的第一代3D打印器官芯片产品OrganTrial。[图片]据介绍,该产品的成功研制,为药物筛选和体外一致性评价、食品和化妆品的安全性和功效检测等领域,提供了新的精准研发平台,推动了生物3D打印在医疗和制药领域的应用。目前,国内外药物开发现状是高投入、低产出、高风险、低效率,缺乏精准的筛选模型是困扰药物开发的瓶颈。“个性化植、介入器械的生物生物3D打印重大专项”是“国家重点研发计划”资助项目。该项目首席科学家、杭州电子科技大学教授徐铭恩说,OrganTrial器官芯片的关键技术为MCT(离散制造微层析成像技术)、 Tissue Nest(组织巢)等,均为原创性技术。[图片]“生物3D打印技术出现后,能帮助科学家批量化地构建高仿生组织器官。3D打印器官芯片产品的出现,更能帮助科学家构建微型化、多器官的仿生病理生理模型,加快研究节奏、推进技术在医药领域的应用。”徐铭恩说。据介绍,OrganTrial器官芯片包含两个既独立又可组合的模块:Doloers模块在一个微流控体系中集成了小肠/皮肤、肝和肿瘤等组织,可仿真药物在人体的吸收、代谢及对靶标组织的作用;Hive模块则具有更高灵活度,用户可基于蜂巢型器官芯片单元,像玩“乐高”一样搭建更复杂的组织器官芯片系统。浙江大学医学院附属第一医院临床药学研究中心教授申屠建中说,3D打印器官芯片对药物不同开发阶段都具有很大的价值,包括早期药物筛选、临床Ⅰ期药物试验和精准用药。
- 暂无回复 -
LLNL国家实验室的金属增材制造加速认证总监Wayne King在不久前GE打造的Industry in 3D系列脱口秀访谈节目中,谈到依靠人类的经验来进行加工质量提升,这个过程是充满痛苦和煎熬的。这种基于人的经验加工技术将要被基于科学的加工技术所替代,他认为前置反馈将要颠覆当前的3D打印现状。前置反馈像3D打印设备的大脑,“告诉”打印机如何做避免错误。利用所能得到的最新信息,进行认真、反复的预测,把计划所要达到的目标同预测相比较,并采取措施修改计划,以使预测与计划目标相吻合。[图片]神经网络的高级算法LLNL正在将卷积神经网络原理用于机器学习“修复”3D打印金属零件,通过神经网络的高级算法用于实时来分析构建质量,并就就如何改进构建质量提出建议。LLNL正在朝着一键打印的目标努力。Wayne King所在的LLNL国家实验室从2011年就引入了3D打印技术,目前拥有200多名科学家从事增材制造工作。作为全球领先的3D打印增材制造研究中心之一,LLNL配有三个3D打印实验室,这些实验室所从事的是具有前沿探索以及商业化转化价值的研究。多年来,劳伦斯利弗莫尔国家实验室的工程师们使用传感器和成像技术来分析金属3D打印背后的物理和过程,以便每次都能够首次构建高质量的金属零件。现在,他们正在利用机器学习来实时处理3D构建期间获得的数据,可以在几毫秒内检测构建是否是高质量的。更确切地说,他们正在开发卷积神经网络(CNN),这是一种通常用于处理图像和视频的算法,通过观察大约每段10毫秒的视频来预测部件是否良好。用于下围棋,也可用于预测3D打印结果根据业内专家,卷积神经网络是近些年逐步兴起的一种人工神经网络结构, 因为利用卷积神经网络在图像和语音识别方面能够给出更优预测结果, 这一种技术也被广泛的传播可应用. 卷积神经网络最常被应用的方面是计算机的图像识别, 不过因为不断地创新, 它也被应用在视频分析, 自然语言处理, 药物发现, 等等。包括Alpha Go, 让计算机看懂围棋, 同样也是有运用到这门技术。那么卷积神经网络的计算原理是怎样的呢? “卷积” 和 “神经网络”. 卷积也就是说神经网络不再是对每个像素的输入信息做处理了,而是图片上每一小块像素区域进行处理, 这种做法加强了图片信息的连续性。 使得神经网络能看到图形, 而非一个点。这种做法同时也加深了神经网络对图片的理解。具体来说, 卷积神经网络有一个批量过滤器, 持续不断的在图片上滚动收集图片里的信息,每一次收集的时候都只是收集一小块像素区域,然后把收集来的信息进行整理, 这时候整理出来的信息有了一些实际上的呈现, 比如这时的神经网络能看到一些边缘的图片信息, 然后在以同样的步骤, 用类似的批量过滤器扫过产生的这些边缘信息, 神经网络从这些边缘信息里面总结出更高层的信息结构,比如说总结的边缘能够画出眼睛,鼻子等等。再经过一次过滤,脸部的信息也从这些眼睛鼻子的信息中被总结出来。最后我们再把这些信息套入几层普通的全连接神经层进行分类,这样就能得到输入的图片能被分为哪一类的结果了。拿粉末床金属熔融技术来说,金属粉末一层一层的被凝固,从而成为最终零件,在层凝固的过程中就有着与模型切片所对应的图像成像过程,由此说来,卷积神经网络原理用于3D打印的前馈控制是颇具发展潜力的制造,最终回归于软件与算法?LLNL的研究人员通过标记每个构建过程的高度图的算法,然后使用相同的模型来预测构建路径的宽度和标准偏差。路径是否被破坏是由一套算法来判断的,这套算法是LLNL国家实验室的研究员Bodi Yuan开发的。此前,LLNL的一些研究人员花了数年时间收集激光粉末床熔融金属3D打印过程的各种形式的实时数据,包括视频,光学层析成像和声学数据。逐渐,LLNL发现,如此大的数据量,不可能通过人工来进行所有的数据分析,由此他们寄希望于神经网络是否可以简化任务。根据LLNL国家实验室,就像人类大脑使用视觉和其他感官来导航世界一样,他们希望通过机器学习分析传感器获取的数据来导航3D打印过程。据3了解,LLNL国家实验室开发的神经网络可以用于其他3D打印系统。理论上,研究人员应该能够遵循相同的算法,在不同条件下创建零件,收集视频,以生成可用于标准机器学习技术的信息。目前,LLNL国家实验室仍然需要做一些工作来检测零部件中的孔隙,这些部位无法通过高度图扫描进行预测,但可以通过非原位X射线照相技术进行测量。除了视频之外,研究人员还将尝试创建算法以合并分析其他类型的传感器所获取的数据。参考资料:https://morvanzhou.github.io/tutorials/machine-learning/tensorflow/5-03-A-CNN/
- 暂无回复 -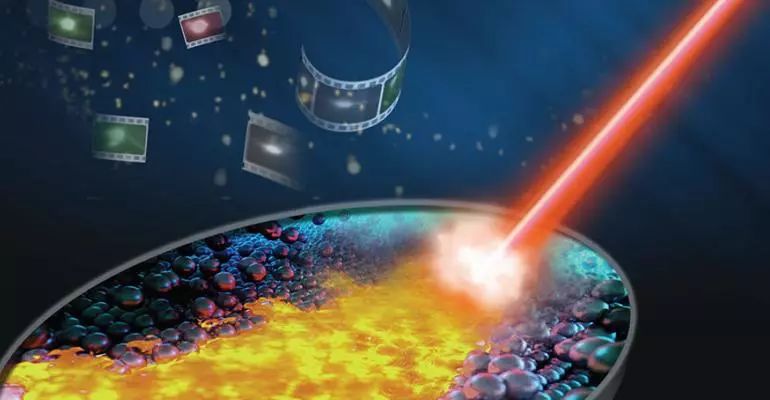
当地时间10月15日,GE公司与Aerion公司举行的新闻发布会上,GE公司宣布,该公司已经完成了半个世纪以来首个商用喷气式飞机专用超音速发动机和首个民用超音速发动机的初步设计。据介绍,该公司将旗下Affinity涡扇发动机经行特殊改装优化,采用了经过验证的超音速飞行技术,能够满足AerionAS2的超音速飞行要求。AS2客机可搭乘12名旅客,计划2023年首飞,2025年交付运行。[图片]图片:GEAffinity发动机满足更长的航程需要而Affinity是一种新型的中等旁通比双轴双风扇涡扇发动机,设计用于在水上进行高效超音速飞行和在陆地上进行亚音速飞行,这款发动机被公认为能够在超音速和亚音速飞行中提供“卓越而平衡”的性能。这款备受瞩目的发动机融合了通用电气丰富的军用超音速发动机性能经验,是目前世界上极具可靠性和先进性的商用喷气式发动机。根据GE公司负责商务和通用航空及综合服务的副总裁兼总经理BradMottier,在过去的50年里,商用飞机的速度增长了不到10%,但是它的舱室却变得更大、而且飞机的航程也需要越来越长。所以,随着大型舒适的机舱、远程飞机的上市,下一步需要提升的是速度,而通过GE的Affinity这一目标将要实现了。经过两年的初步研究,GE公司和Aerion于2017年5月正式启动了这项工程,以确定和评估AS2超音速公务机的最终发动机配置。GE公司的项目团队由专业的工程团队提供支持,继续在Aerion与他们合作。而下一次设计审查将在2020年,这标志着更加完善的设计和测试将要开始。而Aerion正在与GE、洛克希德·马丁和霍尼韦尔合作开发AS2飞机。Aerion公司声称掌握了超音速自然空气层流关键技术。GE公司也在通过其在Affinity引擎上的开创性设计,正在使这个新的高效,可持续的超音速时代成为可能。 3D打印发力多款GE新型发动机除了大名鼎鼎的喷油嘴和传感器,GE在发动机零件制造方面大量的应用了3D打印技术,根据市场观察,正如3D打印在GE9X发动机引擎所发挥的重要作用,GE的Affinity也使用了大量的3D打印技术。[图片] 图片:GE增材技术中心3D打印的零件而纵观GE在发动机领域的突破,2018年可以说是GE多款发动机在发展史上的里程碑之年。根据市场观察,这一系列的突破包括Affinity涡扇发动机,T901单轴涡轮轴发动机T901,Catalyst涡轮螺旋桨发动机,GE9X涡轮风扇发动机。GE的单轴涡轮轴发动机T901使用了大量的3D打印零件,GE利用生产先进涡轮螺旋桨(ATP)等飞机发动机的工厂和增材设计方式去设计与制造这些3D打印零件。不仅如此,GE航空还在T901发动机中使用了在GE成熟的喷气式发动机中使用过的先进制造技术和高温材料,例如:在非常畅销的LEAP和GE9X发动机制造中所使用的增材制造/3D打印技术。2018年,GE成功通过了ITEP的PDR设计评审,由此,GE航空公司进一步证明了在T901发动机中采用增材制造等先进制造方法的优势。不仅如此,GE位于阿拉巴马州奥本市的工厂正在扩大其增材制造生产能力。根据GE,2018年另外一款令人瞩目的新型发动机是GE的ATP涡轮螺旋桨发动机GECatalyst,全新涡轮螺旋桨发动机与同级别的发动机相比,燃油消耗降低20%,与同级别的发动机相比,功率提高10%。GECatalyst将成为全世界第一款集成螺旋桨操作全权数字控制的涡桨发动机。该发动机超过三分之一的部件是通过3D打印技术生产制造的。GE发现,在发动机中有855个单独的部件可以通过增材制造技术组合成12个部件,因此大幅提升了发动机研制速度,还帮助发动机成功“瘦身”100多磅。[图片]GE9X是波音777X的动力引擎,是世界最大商用航空发动机,该发动机可以提供约100000磅推力。对于GE9X来说,3D打印不仅仅作为一种制造技术,更是创造了产品的附加值。除了应用选择性激光熔化工艺制造涡轮叶片,GE还采用电子束熔融(EBM)技术,最初GE引进这项工艺是由2013年收购的意大利Avio航空公司与瑞典的Arcam开发的。即用电子束作为其能量源逐层融化金属粉末。涡轮叶片使用先进的航空航天材料钛铝(TiAl)制造。这种材料比常用于低压涡轮叶片的镍基合金轻50%左右。使用由钛铝材料制成的叶片,整个低压涡轮机的重量可以减少20%,是叶片理想的材料。
- 暂无回复 -

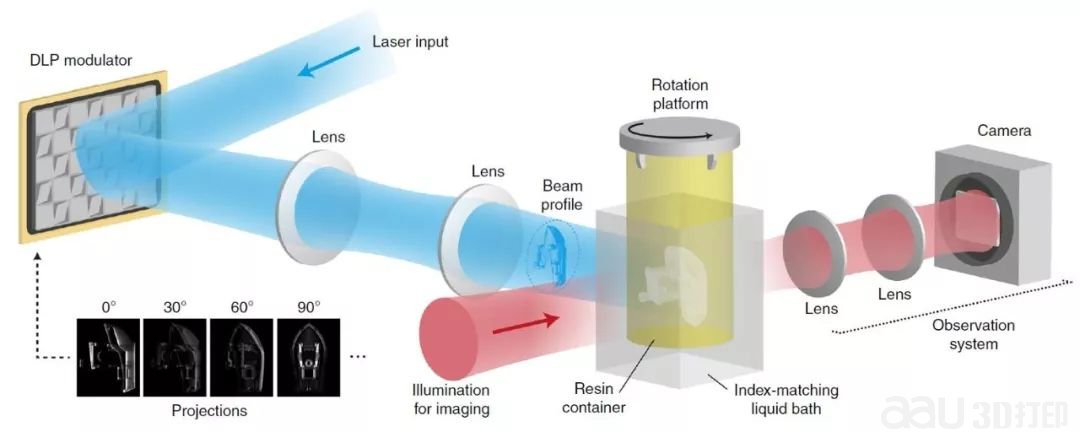
在光线下形成聚合物或长链分子的树脂或其他材料,对于从建筑模型到功能性人体器官部件的3D打印而言是十分有吸引力的。但是,在单个体素的固化过程中,材料的机械和流动特性会发生怎样变化,这一点很神秘。体素是体积的3D单位,相当于照片中的像素。[图片]图为聚合树脂单个体素的3D地形图像,被液体树脂包围。(NIST的研究人员使用样品耦合共振光流变学(SCRPR)技术来测量3D打印和固化过程中材料性质在小尺度上实时变化的方式和位置。)图片来源:NIST现在,美国国家标准与技术研究院(NIST)的研究人员已经展示了一种新型的基于光的原子力显微(AFM)技术——样品耦合共振光学流变学(SCRPR),它可以在材料固化过程中以最小的最小尺度测量材料性质在实际中的变化方式和位置。NIST材料研究工程师Jason Killgore说:“我们对工业方法产生了浓厚的兴趣,而这只是一些会议讨论的结果。”他和他的同事现在已经在“Small”杂志上发表了这项技术。三维印刷或增材制造受到称赞,可以十分灵活、高效地生产复杂零件,但其也有缺点,就是会在材料特性方面引入微观变化。由于软件将零件渲染为薄层,在打印前三维重建它们,因此材料的整体属性不再与打印零件的属性相匹配。相反,制造零件的性能取决于打印条件。NIST的新方法可以测量材料如何随亚微米空间分辨率和亚毫秒时间分辨率发展的——比批量测量技术小数千倍且更快。研究人员可以使用SCRPR来测量整个固化过程中的变化,收集关键数据,以优化从生物凝胶到硬质树脂的材料加工。这种新方法将AFM与立体光刻技术相结合,利用光线对光反应材料进行图案化,从水凝胶到增强丙烯酸树脂。由于光强度的变化或反应性分子的扩散,印刷的体素可能变得不均匀。AFM可以感知表面的快速微小变化。在NIST SCRPR方法中,AFM探针持续与样品接触。研究人员采用商业AFM,使用紫外激光在AFM探针与样品接触的位置或附近开始形成聚合物(“聚合”)。该方法在有限时间跨度内,在空间中的某一个位置处测量两个值。具体而言,它测量AFM探针的共振频率(最大振动的频率)和品质因数(能量耗散的指标),跟踪整个聚合过程中这些值的变化。然后可以使用数学模型分析这些数据,以确定材料属性,例如刚度和阻尼。用两种材料证明了该方法。一种是由橡胶光转化为玻璃的聚合物薄膜。研究人员发现,固化过程和性能取决于曝光功率和时间,并且在空间上很复杂,这证实了快速,高分辨率测量的必要性。第二种材料是商业3-D印刷树脂,在12毫秒内从液体变成固体。共振频率的升高似乎表明固化树脂的聚合和弹性增加。因此,研究人员使用AFM制作了单个聚合体素的地形图像。让研究人员感到惊讶的是,对NIST技术的兴趣远远超出了最初的3D打印应用。NIST的研究人员表示,涂料,光学和增材制造领域的公司已经开始感兴趣,有些正在寻求正式的合作。
- 暂无回复 -