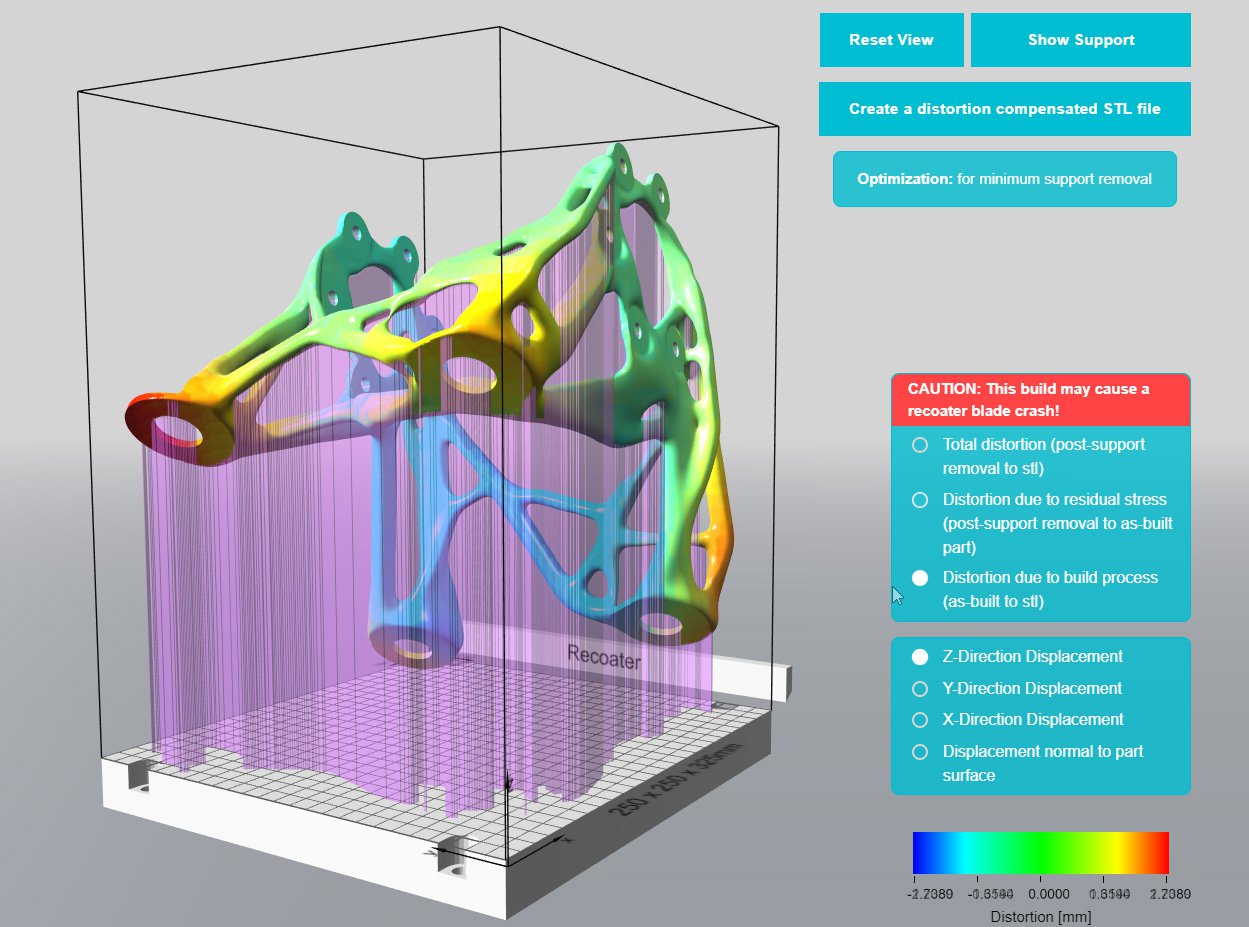
我们继续看到工业3D打印在速度,尺寸和功能上都在增加,而成本却在下降,这表明它已集成到更大的制造业中。今年,有许多公告强化了这一趋势,包括合并,收购,合伙关系和产品发布。服务局这是该年度最重要的故事之一,因为它巩固了巴斯夫在AM领域的地位,而不仅仅是外围机构。世界上最大的化工公司已慢慢将其触须伸到太空中,为HP等公司开发材料,然后收购了Innofil3D,Advanc3D Materials,Setup Performance和Forward AM。它还继续为新的3D打印过程开发材料。除了Multi Jet Fusion(MJF),巴斯夫还与Paxis等公司合作进行材料开发。出了通过收购旧金山和巴黎的服务机构Sculpteo,巴斯夫还向3D打印软件和服务公司Materialize投资了2500万美元,这表明该公司在服务局领域投入了巨资,其材料推动了这些努力。巴斯夫可能是全球最大的化工公司,但它并不是3D打印行业中唯一的材料巨头。杜邦,三菱化学,科思创(拜耳的分拆公司),阿科玛(法国石油巨头道达尔的分拆公司),汉高,帝斯曼,赢创等公司今年在该领域也非常活跃(尽管这是可以预期的 )。同时,另一个服务局市场Xometry继续增长。在今年初完成了5,000万美元的D轮投资后,这家初创公司收购了欧洲最大的按需制造市场Shift。这将使其扩展到12个新国家,并访问由4,000多家制造商组成的网络。GKN还继续扩大其增材制造业务,收购了更多的金属粉末制造商,其中位于加利福尼亚的3D打印局FORECAST3D,以庞大的Multi Jet Fusion 3D打印机机队对集团现有的HP Metal Jet技术进行补充。此外,GKN粉末冶金公司在德国开设了第三个客户中心,并在密歇根州开设了一个客户中心,该客户中心也是其北美总部。西门子在完成声称成功的试点计划后,西门子正式启动了其西门子增材制造网络,该网络使客户和供应商可以根据他们的生产需求进行连接。它还将整合惠普的数字制造网络,并包括大型制造商,包括全球最大的体育用品零售商迪卡特隆。该技术巨头还致力于端到端的AM工作流,包括数字库存,零件和成本分析,生产跟踪,RFQ处理和调度。[图片] Atlas3D能够快速定向零件并添加支撑结构,以最小化DMLS中的变形。西门子还收购了Atlas3D,后者开发了基于云的软件,该软件可自动定位金属3D打印的零件并通过使用热变形分析生成支撑结构。HP和GE Additive继续增长惠普已经发布了其旗舰产品系列,金属3D打印机和彩色3D打印机,随后推出了Jet Fusion 5200系列,这将成为该公司的新生产线。 5200系列比以前的4200系列具有更高的生产率,准确性,一致性和效率。随后在巴塞罗那开设了一个新的150,000平方英尺的研发中心。惠普还宣布了与RöslerAM Solutions的合作伙伴关系,以开发自动化后处理技术。GE Additive在德国利希滕费尔斯开设了一个占地40,000平方米的新园区,它将作为Concept Laser的新总部。 GE航空航天进一步投资,购买了27台新的Arcam电子束熔化系统用于GE9X叶片生产。量产技术在2019年获得又一轮巨额资金后,Carbon以其数字光合成技术能够批量生产而获得了新的合作伙伴关系,以大批量生产Specialized和fizik的自行车零件,JINS的眼镜,睡枕和Keystone的夹板兰博基尼的工业和汽车零件。[图片] Urus SUV的3D打印油箱盖。Additive Industries还建议其模块化MetalFAB1 3D打印机适合批量生产,并且除了将六台昂贵的金属3D打印机出售给一家美国航空航天公司(后来又出售给第七家!)之外,还与空中客车公司和Premium AEROTEC子公司合作APWORKS将进一步验证其用于航空零件的批量生产的技术。惠普的MJF也是为批量生产而设计的,当Smile Direct Club宣布使用该技术每天3D打印超过50,000个牙科矫正器模具时,这一点得到了进一步证明。利基行业累加中断的成熟行业开始受到更多关注。特别是,铁路部门已经看到了更多与3D打印相关的活动。例如,Stratasys与英国的Angel Trains合作进行了一项试点计划,该计划为Chiltern Railways进行了3D打印,四个乘客扶手和七个抓手。欧洲的“移动增材”网络成为了第一个3D打印的与铁路相关的安全性部件:地铁制动单元已经在德国汉堡使用。[图片] mu Space首席执行官兼创始人James Yenbamroong和Relativity Space首席执行官兼创始人Tim Ellis站在Relativity的全球最大金属3D打印机Stargate面前。除了铁路以外,海洋和太空工业也受到AM的影响。 Relativity Space,Launcher和Rocket Lab等公司都在研究3D打印火箭,以用于发射小型有效载荷。这超出了与联合发射联盟和Space X等主流发射公司的现有合作范围。德国钢铁巨头蒂森克虏伯(Thysenkrupp)也不断进军海洋领域,证明了3D打印船用零件的生产设施并与一家大型船运公司合作零件的3D打印。点评: AM仍然远远不能满足于很多的制造业,但它现在已经在制造业中立足,在很多行业中已处于重要地位。
- 暂无回复 -