
以生产为导向的多激光器金属3D打印设备通过多个激光器来提高增材制造的生产效率,多重激光既可以分别制造独立的零件,也可以协同制造一个单件大型部件。这样的灵活性,使得增材制造生产效率得到提升,并降低了制造成本。
但是多激光器在同时工作时会不会互相影响呢?激光之间的相互作用又对金属3D打印零件的质量产生什么影响呢?雷尼绍公司通过其四激光器金属3D打印设备 RenAM 500Q 对多激光器之间的相互作用,以及如何合理规划多激光器设备的激光策略进行了研究,从中可以得到一些启示。本期,3D科学谷将分享该研究的上半部分内容。
多激光器配置
在研究中,研究人员考虑了激光器和惰性气体流之间的关系,以及一种激光器在特定情况下如何影响另一种激光器,继而可能导致材料性能下降的问题。不同金属粉末材料所产生的飞溅会因尺寸、形状和数量的不同而存在显著差异,当然,多激光器设备在加工时会产生更多的飞溅,这使得有效的激光管理变得更加重要。
在多激光器3D打印设备种,当多个激光器在比较近的距离内工作时,一个激光器发射激光将影响到另一个激光器,这取决于它们在惰性气体流中所处的相对位置。当一个激光器处于另一个激光器的下风向时,其激光束会受到上风向激光熔融的影响。
")
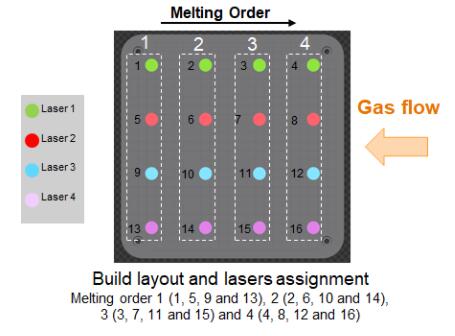
多激光分区和气流配置举例,图片来源:Renishaw
Renishaw 曾对第一代多激光器设备如何通过分区并结合线性或发散惰性气流来避免产生以上现象。然而这种方法存在几个缺点:
-非对称构建导致生产率降低,这是因为在这种模式下,每个激光器具有不同的工作量,因此其中一部分激光器需要闲置等待其他激光器完成任务。
-独立的光学系统可能难以对准,并且可能遭受相对于彼此的热漂移,当在较大的部件上工作时,会导致重叠区域中的不连续性。
-不同的气流导致整个构建板上的熔化条件发生变化,特别是在中心区域。
而新一代多激光器3D打印设备(如雷尼绍的4激光器打印设备RenAM 500Q)具有完全激光重叠,因此每个激光器都可以处理整个构建板。这样就可以在每个打印层中高效利用到4个激光器,最大限度的缩短构建时间,这种设备还可以通过单个激光器对大型零件进行边界扫描,从而消除表面的不连续性。单个温度控制的振镜可防止激光器相对位置的热漂移。均匀的气体流动状态确保了构建板所有区域中的恒定条件。
![]() 多激光器相互作用研究
多激光器相互作用研究
虽然这种采用激光完全重叠机制的多激光器设备有一定的优势,但这类技术仍存在着激光器之间互“不接受”的风险。激光在惰性气体气流中的相对位置是非常重要的,但是在打印构建准备期间将任务分配给激光器时,可以对此进行控制。
")
图片来源:Renishaw
研究人员通过创建一系列3D打印圆柱体以及垂直拉伸试验对多激光器之间的相互作用进行了研究。在研究过程中,研究人员同时使用了4个激光器,并选择了一个4 x 4 阵列来探索各种激光器分配选项,样件采用的打印材料为 Inconel-625。
![]() 激光分配选择的影响
激光分配选择的影响
在单激光机器3D打印设备中,通常是在惰性气体流的下风向开始进行粉末材料的熔化,然后逐渐向上风向移动,这样做是为了最大限度地减少在同一打印层中遇到由激光器产生的飞溅的机会。在使用多个激光器3D打印设备时,仍可以使用这种策略。在试验中所使用的RenAM 500Q 3D打印设备中,这意味着激光从左到右进行处理。
图片来源:Renishaw
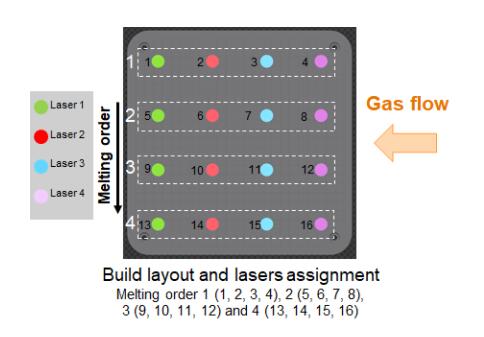
在进行圆柱体样件3D打印时,其中一种激光扫描策略是,4个激光器同时对左边第1列(如上图:1,5,9,13)中的中的4个样品起作用,然后移动到下一个色谱柱,直到每个层完成。这种激光分配选择意味着每个激光器都在“清洁空气”中处理,没有受到其他激光的影响。
图片来源:Renishaw
相反,如果在加工圆柱体样件时采用行阵列的策略,如上图所示,激光器1 始终处于其他激光的下风向,激光器4始终处于其他3个激光的上风向,激光器2和3则既处于上风向也处于下风向。
还有一种激光扫描策略是,同时使用4个激光器构建每个圆柱体样件。如果使用条纹影线策略,可以将所有四个激光器组合在一起构建每个部件。
研究人员总结了以上三种激光扫描策略制造出的样件的拉伸试验结果,分析了每种策略下得到的16个样件的应力-应变曲线,还包括平均断裂伸长率(在拉伸试验机上的载荷下测量)以及方差系数(CoV),标准偏差的比率。
这些数据表明使用同样一台设备,在特定情况下可能制造出质量差的零件。处在其他三个激光器下风向的加工会导致零件延展性损失,这在某些情况下足以降低材料的极限拉伸强度。我们也许会直观的认为几个激光器之间距离小是一件不好的事情,而使熔池之间保持更远距离将产生较好的结果。然而事实并非如此,研究人员认为使熔池紧密结合是更好的加工策略,如果每个激光器可以处理整个构建板,那么这将为人们提供灵活应用多激光器的机会。
![]() 熔池之间的距离
熔池之间的距离
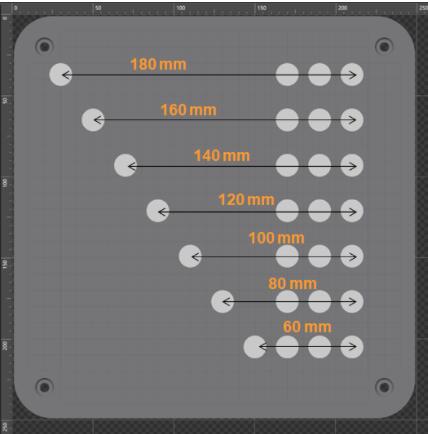
为了研究激光熔融金属的质量与熔池距离之间的关系,研究人员进行一种下风向激光与上风向激光具有不距离的打印构建试验。他们将三列样件放置在粉末床的上风向(右侧),并将第四列样件放置下风向(左侧)。
图片来源:Renishaw
从上图中可以看出,处于最左边的一列样件,每一行与上风向样件之间的距离都不同。研究人员以行阵列的方式构建这些样件。当然,这个激光策略并非是构建高质量零件的方式,采用此策略的目的仅是用于研究测试。
在此情况下,研究人员使用热处理的Inconel-718 材料来说明这些效果,并补充其他几种材料的信息。
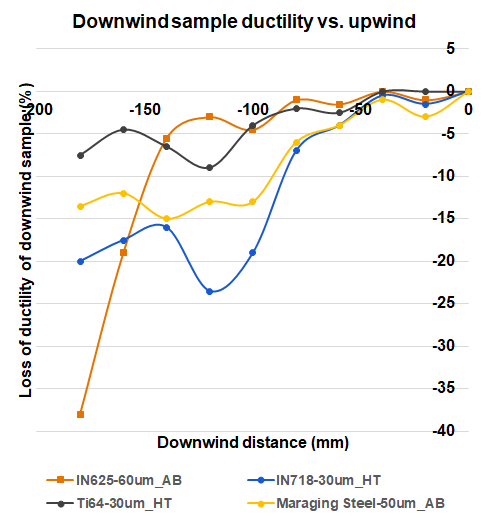
![]() 延展性
延展性
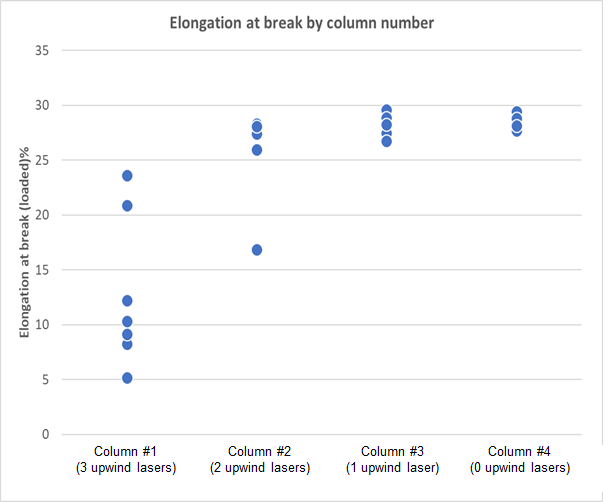
与之前试验中看的结果相似,处于下风向的样件延展性降低,而且它们的断裂伸长率变化更大。而处于右侧的样件,拉伸性能得到改善,并变得越来越一致:
图片来源:Renishaw
通过对处于不同列中的样件进行比对,可以看到与熔池距离之间的关系。下图显示出断裂伸长率的减少,这是因为研究人员在一系列材料中增加了下风向样件与上风向样件之间的距离。
图片来源:Renishaw
注意,所有这些值都是在负载下评估的,在拉伸试验机上测量。
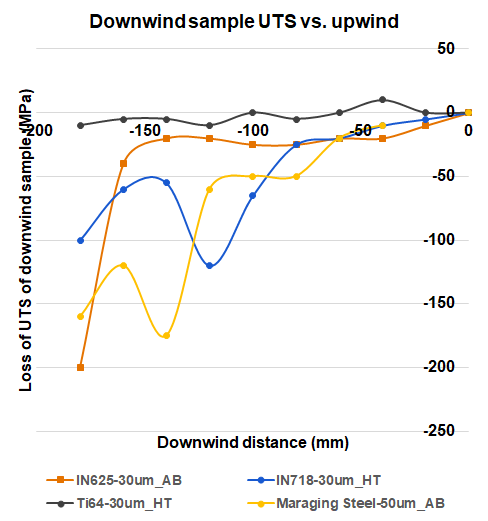
同样,当进一步向下风向移动时,研究人员发现大多数材料的极限抗拉强度(UTS)下降,唯一的例外是Ti6Al4V。
图片来源:Renishaw
机械性能和下风向距离之间的关系在不同材料之间略有不同,这是由于它们的飞溅产生和拉伸行为是不同的。但是可以看到,越往下风向,对材料特性的影响就越大。在上述试验中,如果熔池距离保持在60毫米左右,则影响很小,但是在较大激光分离的情况下,退化明显增加。由此可以看到,最好是使熔池距离近一些。
![]() 熔化行为的变化,激光互动机制
熔化行为的变化,激光互动机制
那么,导致下风向样件机械性能和熔化质量下降的根本原因是什么? 下风向激光如何受到上风向相邻激光的影响?
有三种可能的互动机制:
-通过空气中的冷凝物削弱聚焦 – 导致激光点强度降低
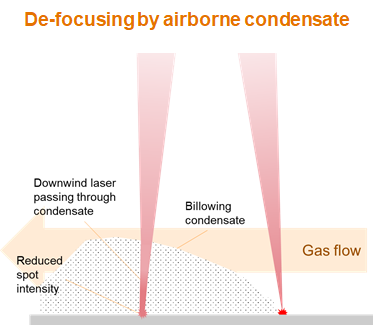
图片来源:Renishaw
-空气飞溅和冷凝物的阻塞 – 阻碍全部激光能量到达粉末床
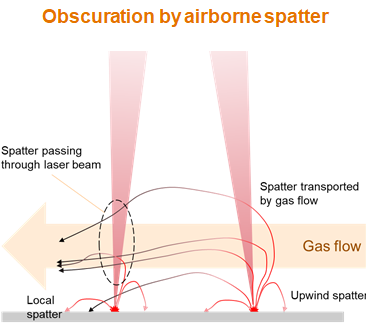
图片来源:Renishaw
-组件中加入了飞溅物 – 粉末床中存在的大颗粒使粉末免受激光能量的影响
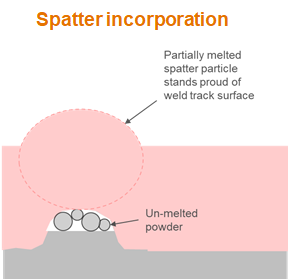
图片来源:Renishaw
这些三种互动机制是相互影响的,激光能量强度的损失导致熔化过程的激烈程度下降,进而使飞溅以较低的速度出现,从而落在更接近熔池的地方,增加飞溅物随后掺入组件中的可能性。
![]() 表面粗糙度和熔化缺陷
表面粗糙度和熔化缺陷
下风向样件的较弱机械性能是由熔化行为变化引起的。研究人员在预加工样件的表面粗糙度中看到了有关证据,这与拉伸强度的损失(如下图所示)和延展性密切相关。在表面可以看出材料质量的降低,这是下方向激光器出现散焦的证明。表面粗糙度可以作为不利激光相互作用的指标。
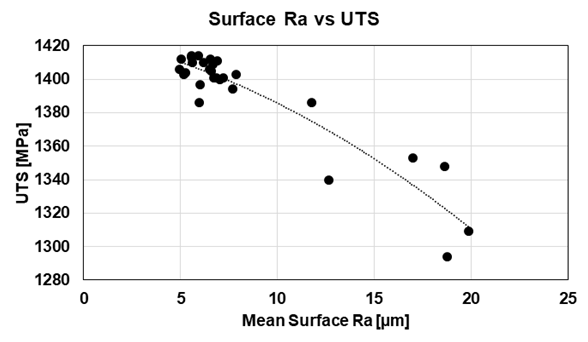
图片来源:Renishaw
上图是28个经过热处理的Inconel-718拉伸试样的表面粗糙度和极限抗拉强度图。 表面粗糙度是机械性能的良好指标。
当观察拉伸断裂表面时,可以看到固化材料在其最薄弱点处的质量。 对于处在最下风向的样件,研究人员在断裂表面观察到许多缺陷,表面光滑证明层间缺乏熔合。 由于在这些熔体缺陷处裂缝表面的加速聚结,因此发生过早失效,在周围材料上施加更多应力并降低试样的强度。
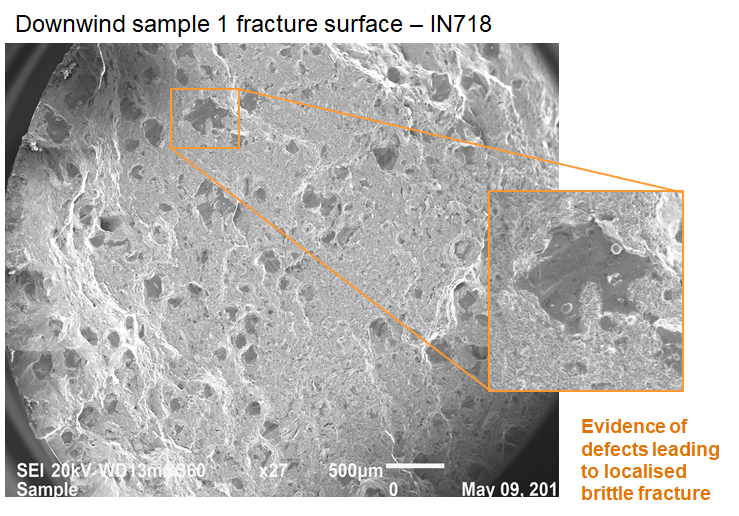
图片来源:Renishaw
上图为热处理 下风向Inconel-718样件拉伸样品的断裂表面SEM图像。平滑缺陷区域与构成大部分断裂表面的粗糙延性断裂区域形成对比。下层的熔体轨迹的上表面清晰可见,表明在这些缺陷区域中没有熔合。
图片来源:Renishaw
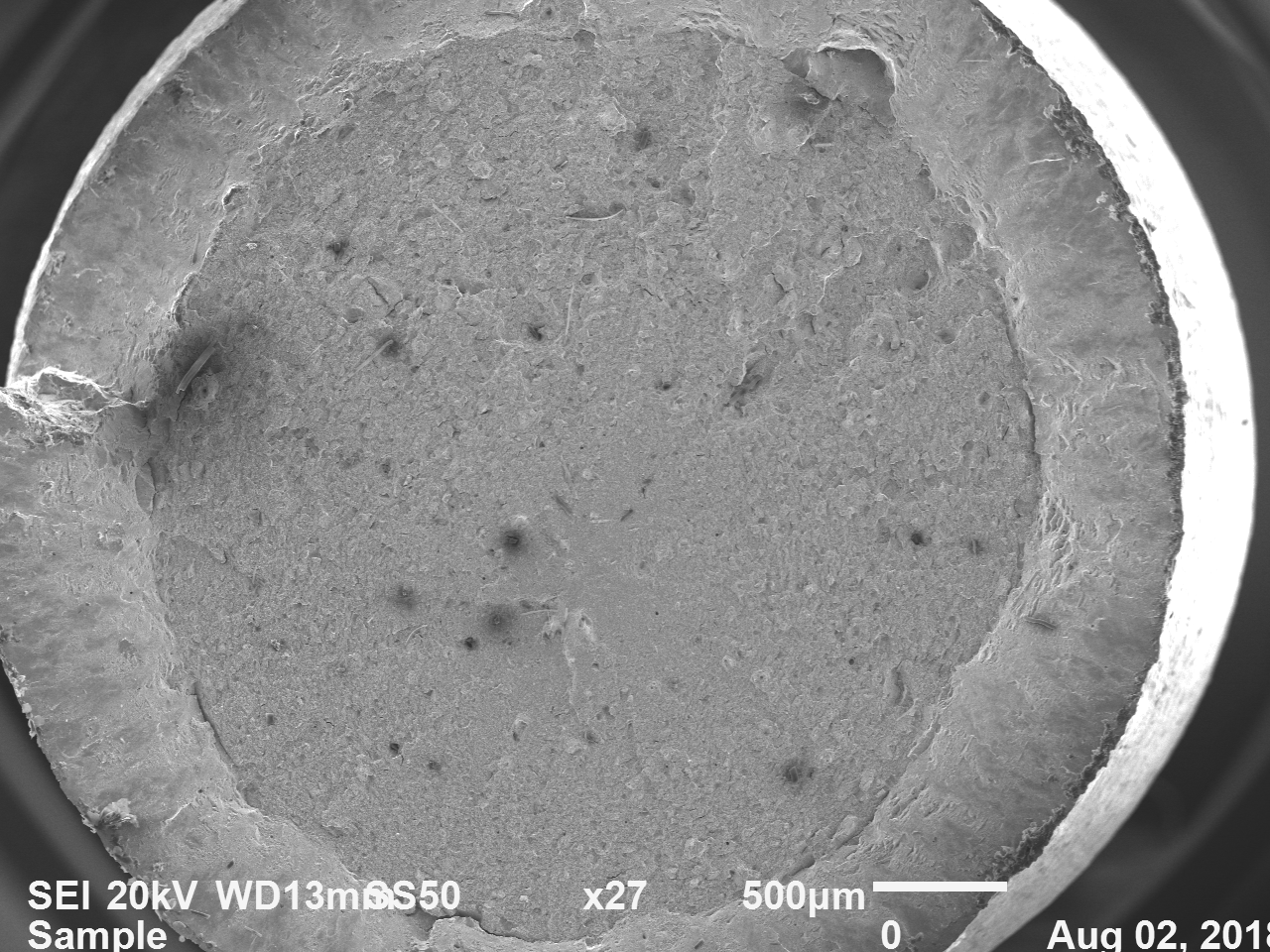
在这个极端的例子中,在6毫米规格直径上分布有大约100个缺乏熔合缺陷。同时,上风向样件没有明显的缺乏熔合缺陷,并呈现出典型的“杯形和锥形”延性断裂面(如上图所示)。
以上为多激光器3D打印研究的上半部分内容,关于熔池分析、上风向激光器数量、打印层厚等因素对打印质量产生的影响,以及如何规划多激光器设备的激光策略等内容,将在“如何通过多激光器3D打印技术构建高完整性的金属零件(下)?” 一文中进行分享。
文章内容来源:雷尼绍全球方案中心总监 Marc Saunders

成员列表
 aab
aab
 aau3D雨人
aau3D雨人
 Aaron
Aaron
 如今的我
如今的我
 超级无敌大萌比
超级无敌大萌比
 不破爱花
不破爱花
 1个狠oK的男人
1个狠oK的男人
 老子叫伟哥
老子叫伟哥
 康宇杰
康宇杰

好望角型散货船(Cape-size bulk carrier)是一种大型…

LNG液化天然气船作为一种重要的能源运输工具,在国际能源…
随着3D打印技术的不断发展,它已经开始在传统制造业中扮演越来越重要的角色…
登录成功
祝您使用愉快!
倒计时5秒,自动关闭










