
3D打印可以实现更复杂更集成的设计,这使得叶片的冷却通道设计可以以功能实现为主。
![]() 更随形,更复杂
更随形,更复杂
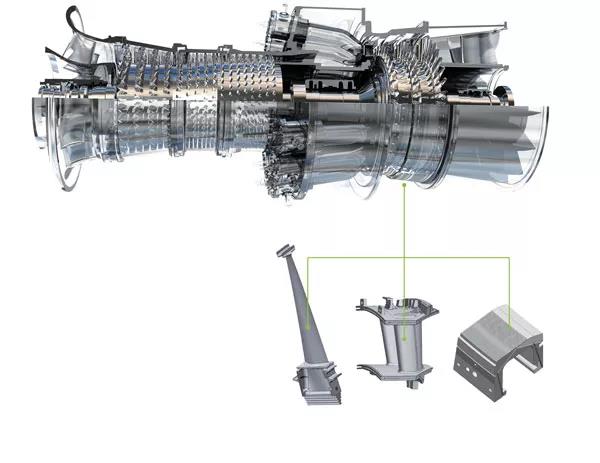
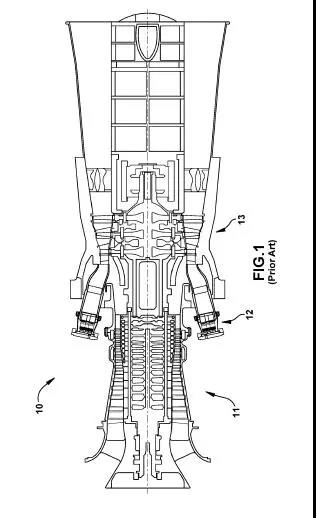
燃气涡轮发动机包括压缩机、燃烧器和涡轮机,在压缩机中压缩的空气与燃料混合并在燃烧器中点燃,然后通过涡轮机膨胀以产生动力。涡轮机内的部件,特别是周向排列的转子和定子叶片,为了承受重复的热循环以及该环境的极端温度和机械应力,翼型必须具有坚固的结构并且被主动冷却。
涡轮转子和定子叶片通常包含形成冷却系统的内部通道或回路,冷却剂(通常是从压缩机排出的空气)通过该冷却系统循环。这种冷却回路通常由内部肋形成,所述内部肋为翼型提供所需的结构支撑,并且包括多个流动路径以将翼型保持在可接受的温度范围内。通过这些冷却回路的空气通常通过翼型的前缘、后缘、吸力侧和压力侧上的薄膜冷却孔排出。
燃气轮机的效率随着点火温度的升高而增加,因此,对技术进步的需求不断增长,为了使涡轮叶片能够承受更高的温度。这些技术进步有时包括使用能够承受更高温度的新材料,也经常涉及改善翼型的内部构造以增强叶片结构和冷却能力。
众所周知,通过在四壁布置中形成的近壁流动通道可以实现高冷却效率。然而,近壁流动通道的挑战在于外壁经历比内壁显着更大的热膨胀水平。这种不平衡的增长导致在内肋连接的点处产生应力,这可能导致低的循环疲劳,这可能缩短叶片的寿命。
GE公司通过3D打印技术正在开发一种涡轮转子叶片,叶片的特殊设计包括由凹压侧外壁和凸吸入侧外壁限定的翼型,翼型沿前缘和后缘连接,并且在它们之间形成径向延伸的腔室,用于接收冷却剂的流动。
![]() 小突起,大作用
小突起,大作用
这种新型涡轮转子叶片的设计目的是提供有效的近壁冷却,应当理解,近壁冷却是有利的,因为冷却空气紧邻翼型的热外表面,并且由于通过限制通过窄通道的流动而实现的高流速,所产生的传热系数很高。 然而,由于翼型内经历的不同水平的热膨胀,这最终可能缩短转子叶片的寿命。为了避免差热膨胀导致低周疲劳问题缩短了部件寿命。
GE公司过去已经评估了许多不同的内部翼型件冷却系统和肋结构,并且已经尝试纠正该问题。一种方法提出过冷外壁26,27(如图),以便减小温差,从而减小热生长差。然而,应该理解的是,通常实现这种方式的方法是增加通过翼型件循环的冷却剂的量。因为冷却剂通常从压缩机排出空气,所以其增加的使用对发动机的效率具有负面影响,因此是优选避免的解决方案。其他解决方案还包括使用改进的制造方法/或使用相同量的冷却剂的更复杂的内部冷却配置,虽然这些解决方案已经证明有些有效,但每个解决方案都会给发动机的运行或零件的制造带来额外的成本,并且无法直接解决根本问题。
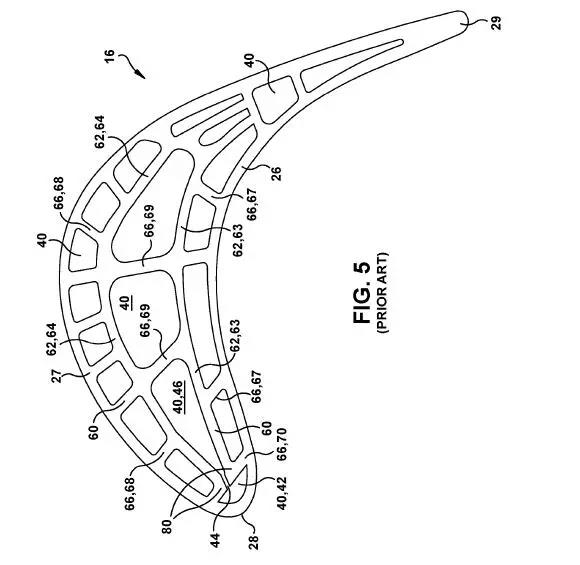
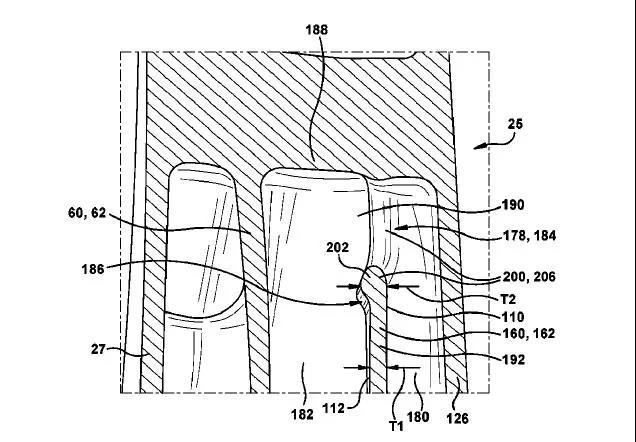
另一种方法采用某些弯曲或起泡或正弦或波浪形的内部肋(“波状肋”),这减轻了经常在涡轮叶片的翼型中发生的不平衡的热应力。这些结构降低了翼型25的内部结构的刚度,从而提供了目标柔性,通过该柔性,应力集中被分散并且应变卸载到能够更好地承受它的其他结构区域。以这种方式,可以避免寿命缩短的应力集中和应变。然而,在某些通道40之间仍然会产生高应力区域。叶片内部通道40的其余部分通常是低冷却效率区域。这些低冷却效率区域通过“近壁冷却”通道与高热负荷区域隔离,或者面向叶片上的非常低的热负荷面。
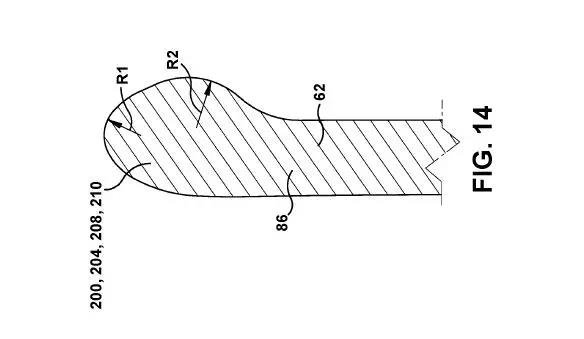
通过设计的球状突起,可以具有由多于一个曲率半径R1,R2限定的横截面,球形突起可以保护外部至内部和内部至外部转向开口,从而降低转弯附近的应力集中的冲击,这允许更复杂的多壁肋构造。球状突起通过对转弯开口进行轮廓加工来保护转弯免受这些高应力的影响,从而解决沿内通道面存在的高弯度线肋应力。
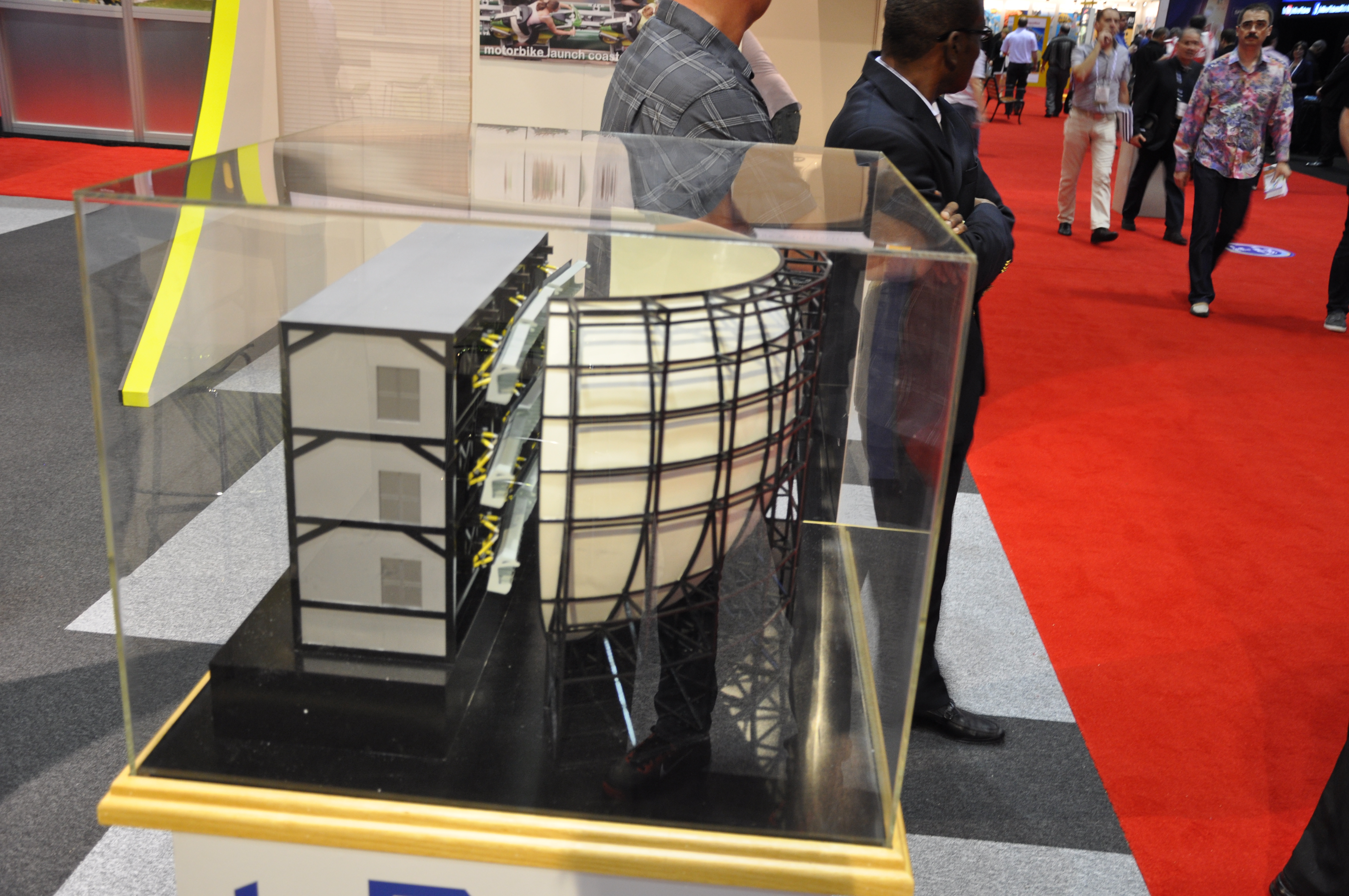
![]() Review
Review
3D打印技术可以说开辟了涡轮发动机制造商提升叶片冷却效果的一条新的赛道。更重要的是3D打印技术使得改良过内部冷却结构的叶片能够以传统加工方式难以实现的工艺制造出来。
此前,西门子通过3D打印不仅仅简化了叶片的生产方式,还提升了叶片的性能。
而不仅仅是叶片的冷却,UTC联合技术将3D打印技术应用于燃气涡轮发动机部件的冷却方案,包括在燃气涡轮发动机部件的壁内部的点阵结构。通过点阵结构为燃气涡轮发动机部件提供有效的局部对流冷却,使得部件可以经受通过核心流动路径的热燃烧气体的高温。
选区激光熔融增材制造工艺允许实现更复杂冷却通道模式,这样的通道几乎无法通过传统的制造方法制造。根据GE的一项专利US009551490,其开发的喷油器主体采用直接激光融化(DMLS)或电子束熔化EBM技术制造。更加集成的设计减少了潜在的泄漏和其他潜在的不良影响,例如通过传统方法需要有多个组件钎焊或结合在一起以形成冷却通道,这不仅仅增加了工艺的复杂性和程序,还带来了潜在的质量隐患。

成员列表
 aab
aab
 aau3D雨人
aau3D雨人
 Aaron
Aaron
 如今的我
如今的我
 超级无敌大萌比
超级无敌大萌比
 不破爱花
不破爱花
 1个狠oK的男人
1个狠oK的男人
 老子叫伟哥
老子叫伟哥
 康宇杰
康宇杰

东方红科考船是中国海洋科学研究的重要力量,它不仅承载着科研任务,更是一艘…

育明轮船模是一种精美的手工艺品,也是一种传统的船模制作方…
3D打印技术作为一种快速、灵活和可定制化的制造方法,已经在各个领域展现出…
登录成功
祝您使用愉快!
倒计时5秒,自动关闭










