
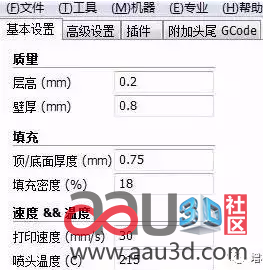
 1.基本参数设置,新手必看 • 层高: 指打印每层的高度,是决定侧面打印质量的重要参数,最大层高不得超过喷头直径的80%。默认参数是0.2mm(针对直径0.4mm喷嘴)。可调范围为0.1mm-0.3mm。 • 壁厚: 模型侧面外壁的厚度,一般设置为喷头直径的整数倍。默认参数是0.8mm。可根据需要调为1.2mm。 • 顶/底面厚度: 指模型上下面的厚度,一般为层高的整数倍。默认参数为0.75mm。可根据模型需要调整。 • 填充密度 :指模型内部的填充密度,默认参数为18%,可调范围为0%-100%。0%为全部空心,100%为全部实心,根据打印模型强度需要自行调整,一般为20%。 • 打印速度 :指打印时喷嘴的移动速度,也就是吐丝时运动的速度。一般默认速度为30.0mm/s,可调范围为25.0mm/s-50.0mm/s。建议打印复杂模型使用低速,简单模型使用高速,通常使用30.0mm/s即可,速度过高会引起送丝不足等问题。 • 喷头温度 :指熔化耗材的温度,不同厂家的耗材熔化温度不同,默认的是215℃,可调范围为200℃-225℃,一般用215℃。PLA和ABS料也有所不同。设置如下图:
1.基本参数设置,新手必看 • 层高: 指打印每层的高度,是决定侧面打印质量的重要参数,最大层高不得超过喷头直径的80%。默认参数是0.2mm(针对直径0.4mm喷嘴)。可调范围为0.1mm-0.3mm。 • 壁厚: 模型侧面外壁的厚度,一般设置为喷头直径的整数倍。默认参数是0.8mm。可根据需要调为1.2mm。 • 顶/底面厚度: 指模型上下面的厚度,一般为层高的整数倍。默认参数为0.75mm。可根据模型需要调整。 • 填充密度 :指模型内部的填充密度,默认参数为18%,可调范围为0%-100%。0%为全部空心,100%为全部实心,根据打印模型强度需要自行调整,一般为20%。 • 打印速度 :指打印时喷嘴的移动速度,也就是吐丝时运动的速度。一般默认速度为30.0mm/s,可调范围为25.0mm/s-50.0mm/s。建议打印复杂模型使用低速,简单模型使用高速,通常使用30.0mm/s即可,速度过高会引起送丝不足等问题。 • 喷头温度 :指熔化耗材的温度,不同厂家的耗材熔化温度不同,默认的是215℃,可调范围为200℃-225℃,一般用215℃。PLA和ABS料也有所不同。设置如下图:
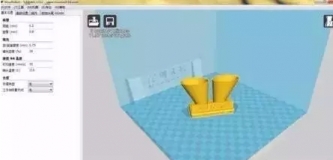
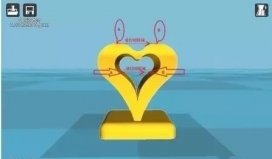
 • 支撑类型 :指打印有悬空部分的模型时可选择的支撑方式,默认为无,选择“底部”为部分支撑。系统默认需要支起来的悬空部分会自动建起支架提供给模型悬空部分打印平台。 如下图:是一个心型的模型,开启部分支撑后,图中所示的红色方形连片区域就会在打印过程中自动生成支撑。
• 支撑类型 :指打印有悬空部分的模型时可选择的支撑方式,默认为无,选择“底部”为部分支撑。系统默认需要支起来的悬空部分会自动建起支架提供给模型悬空部分打印平台。 如下图:是一个心型的模型,开启部分支撑后,图中所示的红色方形连片区域就会在打印过程中自动生成支撑。
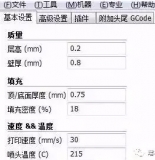
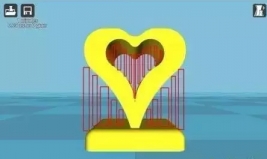
 选择“全部”支撑类型后,模型所有悬空部分都创建支撑。如下图:开启全部支撑后图中所示的红色方形连片区域就会在打印过程中自动生成支撑。
选择“全部”支撑类型后,模型所有悬空部分都创建支撑。如下图:开启全部支撑后图中所示的红色方形连片区域就会在打印过程中自动生成支撑。
 为了模型后期处理支撑方便,打印有悬空的模型一般选择部分支撑。 • 工作台附着方式 :指用哪种方式将模型固定在工作台上,默认为“无”。“边界”是指在模型底层边缘出由内向外创建一个单层的宽边界,边界圈数可调。如下图:红色画线为边界的附着方式示意。
为了模型后期处理支撑方便,打印有悬空的模型一般选择部分支撑。 • 工作台附着方式 :指用哪种方式将模型固定在工作台上,默认为“无”。“边界”是指在模型底层边缘出由内向外创建一个单层的宽边界,边界圈数可调。如下图:红色画线为边界的附着方式示意。
 “网格”是指在模型底部和工作台之间建立一个网格形状的底盘,网格有厚度可调。如下图:红色画线为网格附着方式示意。
“边界”附着方式较“网格”易于清除,打印一般选择“边界”附着。 2. 高级参数设置,大部分都是默认值 • 回抽 :指打印过程中当喷头跨越非打印区域时不吐丝且往回抽丝,以消除打印区域A--非打印区域--打印区域B打印过程中的拉丝现象。如下图:有非打印区域的模型建议勾选启用回抽。
“网格”是指在模型底部和工作台之间建立一个网格形状的底盘,网格有厚度可调。如下图:红色画线为网格附着方式示意。
“边界”附着方式较“网格”易于清除,打印一般选择“边界”附着。 2. 高级参数设置,大部分都是默认值 • 回抽 :指打印过程中当喷头跨越非打印区域时不吐丝且往回抽丝,以消除打印区域A--非打印区域--打印区域B打印过程中的拉丝现象。如下图:有非打印区域的模型建议勾选启用回抽。
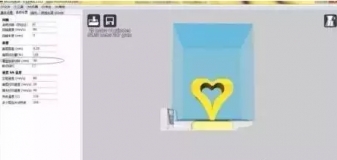
 • 回抽速度: 指单次回抽耗材的速度。默认为80mm/s,可调范围为80mm/s-100mm/s。一般用80mm/s。 • 回抽长度: 指单次回抽耗材的长度,默认为5.0mm,可调范围为2.5mm-5.0mm。 • 首层层高: 指第一层的打印厚度,这个参数一般和首层打印速度关联使用,稍厚的厚度和稍慢的速度都可以让模型更好的打印完第一层而且更好的粘贴在工作台上。默认为0.25mm。可调范围为0-0.45mm。0表示使用基本设置里的每层厚度。 • 首层挤出量: 指第一层送料量的多少。100%为正常挤出。打印首层时一般需要多更多的料来增加模型和底板的粘性,所以这里的默认值为120%。可调范围为100%-120%。 • 模型底部切除: 把模型在MooRobot 3D放下以后,根据自己打印需要把模型往下平移出三维视图栏,把需要打印的模型部分留在视图栏内。默认值为0,如下图:0改为30.0mm。
• 回抽速度: 指单次回抽耗材的速度。默认为80mm/s,可调范围为80mm/s-100mm/s。一般用80mm/s。 • 回抽长度: 指单次回抽耗材的长度,默认为5.0mm,可调范围为2.5mm-5.0mm。 • 首层层高: 指第一层的打印厚度,这个参数一般和首层打印速度关联使用,稍厚的厚度和稍慢的速度都可以让模型更好的打印完第一层而且更好的粘贴在工作台上。默认为0.25mm。可调范围为0-0.45mm。0表示使用基本设置里的每层厚度。 • 首层挤出量: 指第一层送料量的多少。100%为正常挤出。打印首层时一般需要多更多的料来增加模型和底板的粘性,所以这里的默认值为120%。可调范围为100%-120%。 • 模型底部切除: 把模型在MooRobot 3D放下以后,根据自己打印需要把模型往下平移出三维视图栏,把需要打印的模型部分留在视图栏内。默认值为0,如下图:0改为30.0mm。






成员列表
 aab
aab
 DA
DA
 如今的我
如今的我
 超级无敌大萌比
超级无敌大萌比
 不破爱花
不破爱花
 带子
带子
 1个狠oK的男人
1个狠oK的男人
 aau3D雨人
aau3D雨人
 康宇杰
康宇杰

随着全球贸易的不断发展,集装箱航运成为国际货物运输中最主要的方式之一。4…

华南5500LPG运输船(South China 5500LPG Car…

随着3D打印技术的不断发展,越来越多的制造业和个人用户开始采用这项技术进…
登录成功
祝您使用愉快!
倒计时5秒,自动关闭










