

在这篇文章中,我们将讨论用FDM技术生产的3D打印复合模具的后处理。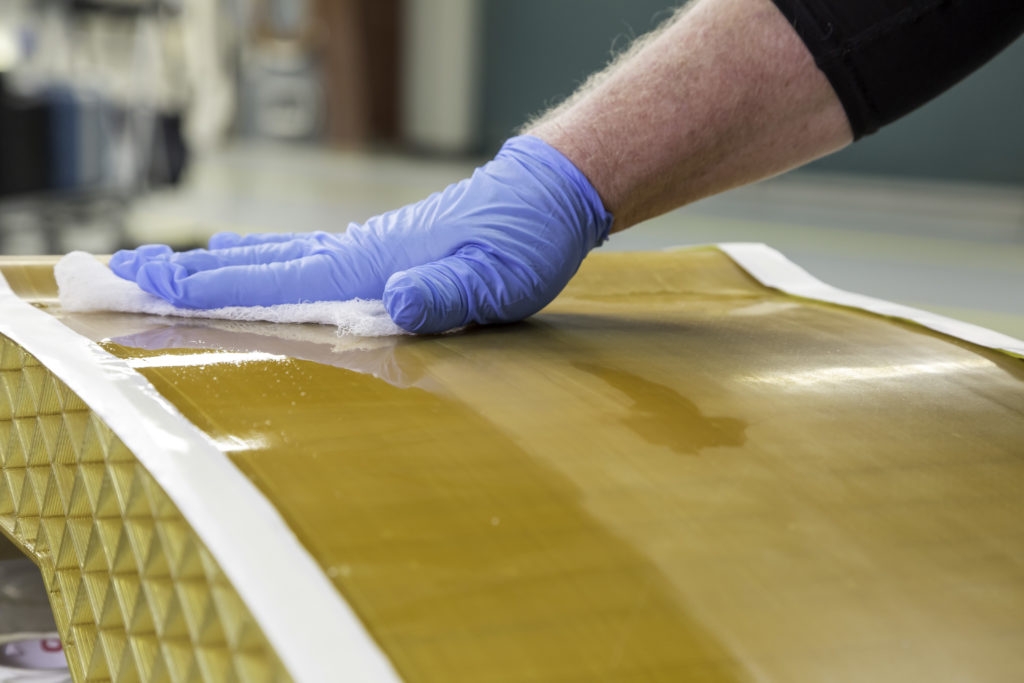
传统的金属和FRP(纤维增强聚合物)模具通常需要在初始成型或研磨过程之后进行后处理。后处理步骤包括背衬或支撑结构的组装,添加插入物/衬套,并且经常进行抛光以实现期望的表面光洁度。与传统工具技术相似的FDM复合模具通常还需要一定程度的后期处理,具体取决于工具的尺寸,应用和复杂性。FDM复合模具最常用的后处理操作是密封。建成的FDM复合材料工具具有固有的孔隙度(见图1)和表面光洁度,对大多数复合零件应用而言是不可接受的。因此,通常需要后处理操作来实现期望的工具性能。 图1:FDM构建过程产生的孔隙度的图示
图1:FDM构建过程产生的孔隙度的图示
表面处理:可以使用各种方法来改善FDM工具表面的表面粗糙度,包括手动打磨,介质喷砂,翻滚和脱脂加工。目前,满足表面光洁度要求(<64μinRa)并提供真空完整性的最佳实践是手工磨蚀,随后应用环氧树脂密封剂,图2.推荐的打磨和密封工艺在FDM的附录B中有详细说明复合模具设计指南。然而,基本方法由两层薄涂层的高温环氧树脂密封剂组成,每个涂层之间都要进行轻磨光,以最大限度地提高粘合力。在第二层环氧树脂之后,使用逐渐更细的砂砾砂纸(120-800)来达到所需的表面粗糙度。重要的是要注意,这个过程的目标是不要把层线弄出来,而是填满表面的低点,并去除任何明显的凸起部分,并保持完整性的光滑表面。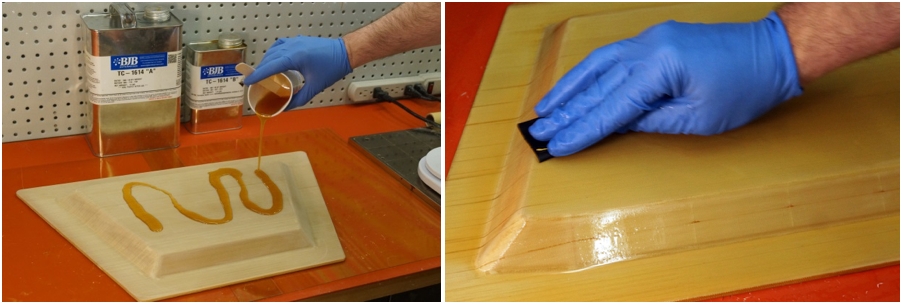 查看环氧树脂封口机应用(左)和手工打磨(右)后处理操作的FDM复合模具
查看环氧树脂封口机应用(左)和手工打磨(右)后处理操作的FDM复合模具
密封方法:如上所述,FDM复合工具中的固有孔隙度可以通过使用环氧树脂密封剂来解决。虽然Stratasys通常使用称为BJBTC-1614的工具环氧树脂,但可以使用各种环氧树脂,只要所选材料能够承受所需的固化过程。解决表面处理和密封需求的其他方法包括使用粘合剂支撑的FEP薄膜,例如AirtechInternational,Inc.的Tooltec?和Toolwright。FEP薄膜通常比较传统的环氧树脂密封剂更快捷,更方便。然而,它们可能难以应用于复合轮廓,并且它们通常不如环氧树脂密封件那么坚固,需要在几个循环之后进行更换。FEP薄膜的独特性能使它们非常适用于修补工具和其他需要几个部件的场合。与常规工具类似,FDM复合模具通常需要一定程度的后处理。Stratasys不断评估替代后处理方法和封口机,以提高性能并简化整理过程。脱脂涂层加工是一个替代的过程,已经显示了一些优势。





全部评论
暂无评论...
输入内容
发表评论
 大家都在看
大家都在看






 3D打印直通车
3D打印直通车 上传STL文件
上传STL文件 挑选模型
挑选模型
 热门标签
热门标签 精选文章
精选文章
 推荐模型
推荐模型








