

光固化3D打印是目前用途最广泛的3D打印材料,有以下几个特点:打印精度高,打印服务价格低,交货周期最快,设备价格便宜。我们在购买了lcd机器后会经常遇到打印不太理想的效果,有些人就会觉得不理想的打印效果是否和机器有很大的关系,事实并不是这样的。其实影响打印质量有几个方面,首先排除机器自身的问题之外,模型本身的坏边,打印的正当操作也有很大的关系,还有加支撑也会有很大的影响,除此之外还有打印后的模型处理也会影响到打印的质量和质感。
小编会分几次讲解如何避免打印的模型会损坏模型,还能更好的维护机器,和打印后处理的步骤。
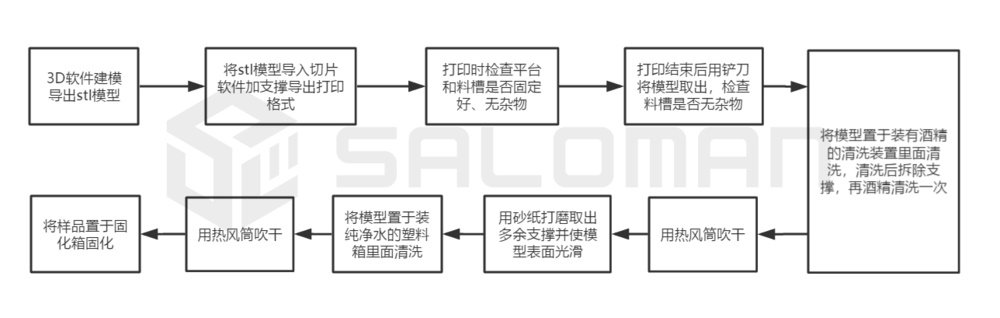
这次我们将整个打印的流程先缕一缕,让自己更加明白打印的时候该进行那些操作,并且将一些注意事项标注清楚,避免自己的操作失误导致要做一些不必要的麻烦。
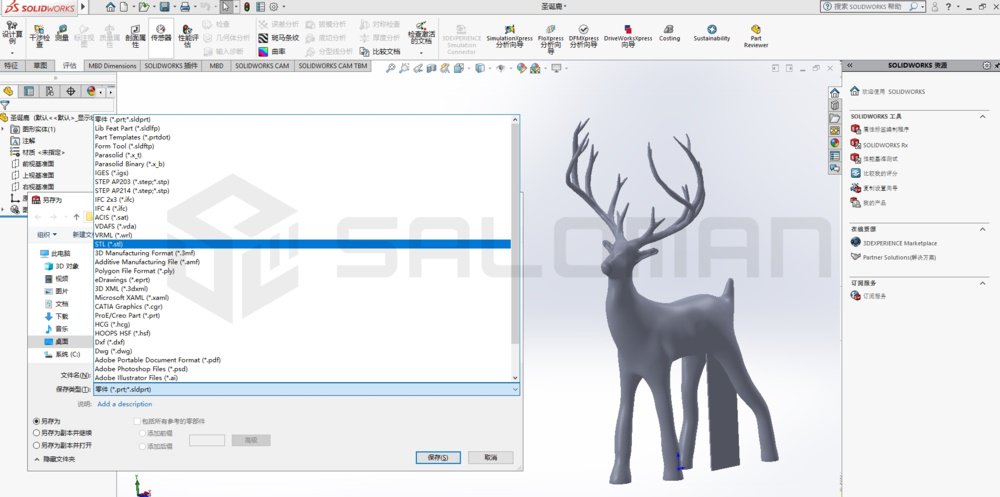
一、建模,导出stl数据
在使用三维建模软件的情况下都可以另存为或者导出stl的格式,如果不懂怎么导出stl格式的情况下,可以百度查找导出stl格式的方法,一般来说都会有网上的教程。
二、检查模型是否有问题
一般我们推荐使用magics软件检查我们的模型
Magics是专业处理STL文件的,具有功能强大、易用、高效等优点,是从事3D打印行业必不可少的软件,常用于零件摆放、模型修复、添加支撑、测量尺寸等环节。
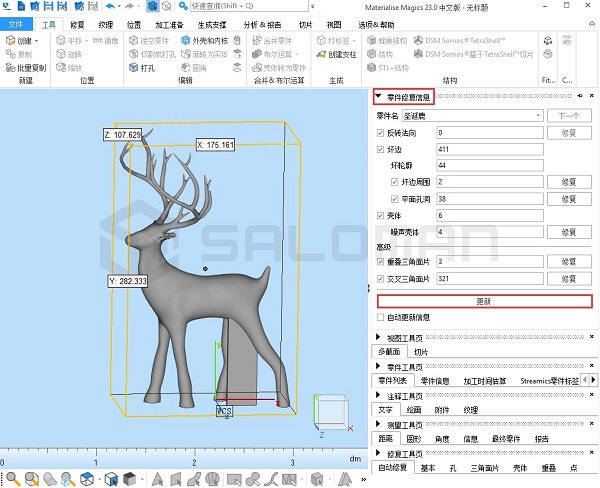
零件修复信息→更新→修复→零件另存为stl
查看里面的反转法向、坏边的和噪声壳体的数据,点击后面的修复,除了壳体和高级之外的都显示为0,就说明模型是正常的。
三、模型切片
模型切片的注意事项
(1)选择底面光滑面最好还是没有什么孔洞。
(2)不要选择最大接触面来接近底板
(3)底部抬升5mm,选择全部支撑
支撑参数
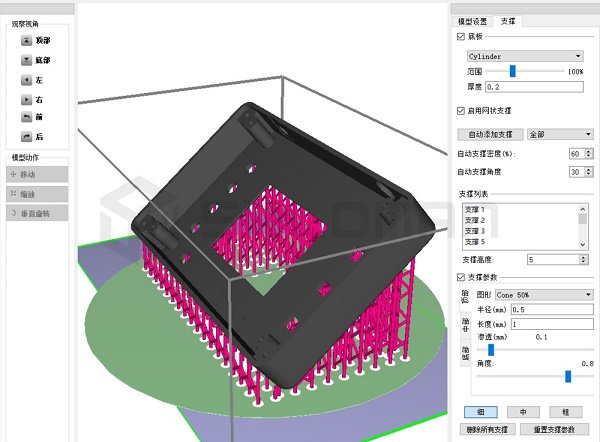
(4)检查一些没有加牢固的支撑
一些接近底板位置要加多点支撑,保证可以完全支撑起来,如果太稀疏的支撑会导致模型打印过程中掉落。

然后模型就可以按照之前的切片教程导出pngzip格式的打印模型了。
四、打印前机器打印的准备工作
1.使用耗材:光敏树脂使用前轻微的左右摇晃一下,请勿大力摇晃导致形成大量气泡。
2.耗材接触:请勿皮肤直接接触光敏树脂或接触到眼睛,若引发皮肤过敏或者不适,请立刻用清水冲洗,如情况严重请及时就医。
3.耗材选择:建议使用厂家推荐耗材,以免造成打印机的损坏。
4.耗材保存:光敏树脂不使用时可以过滤后再进行回收到瓶子内,或者用东西遮挡住料槽,防止阳光直射和强光照射,并且防止灰尘进入。

如果有些需要打印工业的模型,建议使用专门的高精度工业耗材。
如果有些需要打印齿科的模型,建议使用专门的可铸造齿科耗材。
如果有些需要打印珠宝的模型,建议使用专门的可铸造珠宝耗材。
其实光固化的耗材有很多很多种,有可铸造和不可制造的。
五、打印模型

机器优势:
高精度Z轴双线轨设计:提高Z轴上升的稳定性,模型打印光滑并且细节完整保留,消除打印破浪纹。
创新孔洞平台:防止平台会因为料槽内有杂物而压坏屏幕,方便快速取出模型,避免经常拆除平台降低打印成功率。
空气净化装置:打印位置安装风扇排气,可有效减少气味的发散。
料槽新型设计:料槽大体积轻重量,方便清理料槽,底部的凹槽设计,减少对离型膜的损耗。
全彩触摸屏:简洁的触摸屏显示,实时预览打印文件,WIFI脱机功能,一键升级,享受最新最快的版本迭代。
专利灯板:标准UV专用恒流源灯板固化均匀,增加模型打印成功率。
自主研发软件:3D Creator系统,功能强大的支撑设置功能,自动加支撑,全屏底板,提高打印成功率。
防爆LCD屏幕:丝印康宁大猩猩防爆玻璃LCD屏幕 ,减少打印屏幕的受损。
1.机器放置:请勿将本机放置在易燃易爆物品或高热源附近,请将本机放置在通风、阴凉、少尘的环境内。
2.电源插座:电源插头需接插在带有地线的三孔插座,请使用本机附带的电源线,勿在安装过程中使用其他产品电源线代替。
3.机器放置环境:请勿将打印机放置在振动较大或者其他不稳定的环境内,机器晃动会影响打印机打印质量。
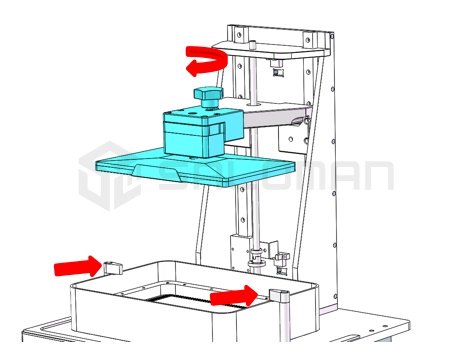
4.检查固定位置:打印前需要检查平台上的旋钮和料槽上固定位置是否锁紧,防止打印时不稳定。
5.检查屏幕照射:使用机器前查看屏幕照射是否正常,请佩戴防紫外光眼镜查看。请勿在测试屏幕时用眼睛直视以免损伤眼睛。
检查料槽:确定料槽内没有杂物后再进行打印,如果不确定料槽内是否有残留物,请使用机器的料盘清理,然后清除料槽内的固化面,切记不要用金属铲刀触碰料槽内的离型膜。

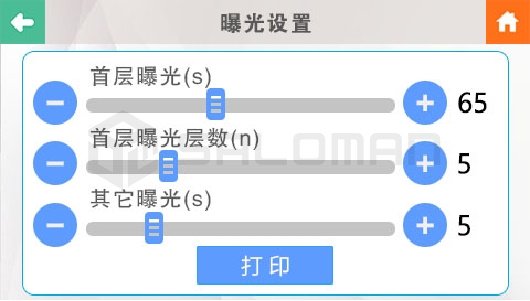
2.检查曝光时间:打印时查看曝光时间是否符合耗材的规定范围内,防止打印时间过曝时产生模型膨胀,或者时间太少导致不成形。
针对不同的不同机器,模型大小,支撑多少都会影响曝光时间的参数,所以一般刚上手光固化3d打印的客户,首先可以问专业的技术人员了解参数的范围,然后也要尝试去测试打印的效果,相对应的修改适合模型打印的参数。
3.打印环境:请勿阳光直射或有强光的空间使用,机器应在空气清洁,无明显漂浮物,温度:26±5 摄氏度,为了优质的打印质量,请在室内恒温的环境下打印。
七、零件后处理过程
很多初步接触3D打印的朋友会说,别人打印的作品光鲜亮丽,看上去就是高大上,而自己打印的模型却毛毛糙糙,不够美观。其实,这些都是零件后处理过程需要解决的问题,以保证完成高精度高质量的合格零件。
1. 拆除:普通零件在制作完成后,取模型的时候请务必带上防护手套进行操作,金属铲刀铲除的时候可以先用酒精喷洗一遍,模型打印完请将平台清理干净后再取出料槽,防止成型平台上的树脂滴漏到屏幕上。
2. 清洗:零件取出后,最好用 TPM( 三丙二醇甲醚 )进行清洗,或者无水工业酒精,不要用含水量较大的医用酒精和食用酒精。对于细长件、薄壁件,在酒精等有机洗剂中浸泡时间不能超过1分钟,否则样件容易软化、变形;较厚的零件,浸泡时间尽量不要超过3分钟;支撑不易去除需要软化支撑的零件,浸泡时间也不要超过3分钟,并且注意仅浸泡零件的支撑部分。
3.打磨:打磨前的零件尽量保持干爽,清洗好的零件用压缩空气吹干,不易吹干的地方可以用纸布擦拭。带水打磨时尽量快速,避免在水中过多浸泡,因为水会使新出炉的样件(生胚)产生一定程度的软化变形。打磨前若样件较软,须静置脱水后再打磨,之后再次静置脱水。就是说比较软的零件需要进行两次静置脱水。

4.静置脱水:刚成型的零件(生胚)由于内部反应还在继续,容易吸收水分和酒精,导致零件膨胀、变软、变形,静置脱水能够让酒精和水分进一步挥发。所以打磨好的零件需再次用压缩空气吹干,放置在恒温恒湿的设备间静置,同时强烈建议用风扇大风吹正反两面,持续30分钟。
5.紫外后固化:静置脱水后的零件需要进行紫外后固化处理,至少30分钟,强烈建议紫外后固化箱一并放置于恒温恒湿的设备间。紫外固化箱内的光源分布对固化效果影响很大,尽可能保证样品被各个方向的光均匀辐射。
据今年3D打印白皮书的市场数据,在3D打印这个满目琳琅的市场经济中,光固化3D打印设备占据了中国3D打印市场的主要部分,深受市场的青睐和重视。关于光固化3D打印系统的设备特点、零件成型注意事项、零件后处理等相关事项,撒罗满往后都会逐一为大家详解。





 大家都在看
大家都在看





 3D打印直通车
3D打印直通车 上传STL文件
上传STL文件 挑选模型
挑选模型
 热门标签
热门标签 精选文章
精选文章
 推荐模型
推荐模型








