

自 2018 年进入增材制造市场以来,Nanoe一直致力于通过易于实施的工艺来普及陶瓷和金属 FFF 3D 打印的使用。虽然它的细丝已经进入实验室和研究中心在法国和国际上,它们在寄希望于内部集成增材制造的制造商中获得了越来越多的地位。这家法国制造商的陶瓷材料为轨道焊接、锅炉零件生产或车削零件制造等要求苛刻的活动提供了多种有趣的热、化学和机械性能。多亏了 Zetamix 长丝,一些国际制造商已经能够通过减少生产提前期和机器停机时间以及降低成本来提高他们的敏捷性。
Zetamix 陶瓷增材制造解决方案的用户包括三个制造商:MGB、SAPCO 和 Orbital Service。3D 技术为它们提供了许多优势,尤其是这三种技术都被陶瓷细丝(包括氧化锆和氧化铝)的热性能所吸引。这三个制造商都有非常具体的问题,这些问题很难通过减材制造解决,或者至少成本和时间要高得多。
氧化铝,一种耐高温的 3D 打印材料
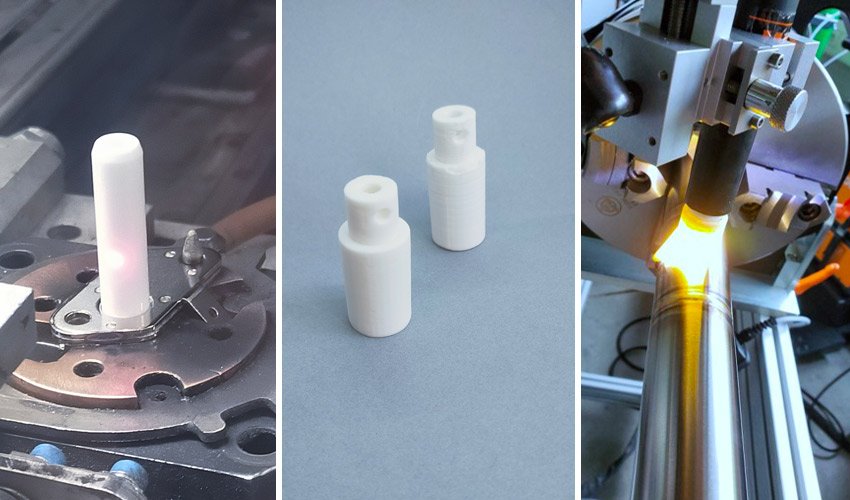
MGB 是一家成立于 1956 年的法国公司,专门为连接器行业制造车削零件。它主要与需要定制螺丝的医疗、航空航天和电子行业的玩家合作。这些螺钉具有不同程度的硬度,通常螺钉底部的阻力低于顶部。为了生产这种类型的定制螺钉,MGB 开发了一种特定的机器,通过感应对顶部进行退火以提供必要的硬度。
正是在这台机器中,MGB 集成了一个由氧化铝制成的 3D 打印部件。它是一个定制的支架,在法国制造商用于放置有问题的螺钉的末端打孔。然后在热传感器监控温度的同时对其进行加热。因此,有必要设想一种可以抵抗这种温度的导向装置,它完全适合所讨论的螺钉的形状,并且可以支持电探测器的存在。如果没有增材制造的整合,这是一个不可能如此迅速地解决的挑战。MGB 表示,设计和制造新螺丝架的过程不到一周。如果该公司使用减材制造或服务提供商,这是一个无法想象的时间框架。

使用 Zetamix 灯丝改进轨道焊接工艺
Orbital Service 是一家专门从事轨道焊接的德国公司,该公司也依靠 Zetamix 生产定制零件。在其业务中,TIG(钨极惰性气体)焊接操作带来了许多挑战,尤其是在避免氧化和空气污染方面。为了克服这个问题,公司必须产生电弧并在要焊接的区域周围喷洒惰性保护气体。然而,在轨道焊接中,要焊接的管子非常大,TIG 焊嘴不适合。这有利于零件的氧化和后处理。输出速度大大减慢,过程不可靠。
这就是增材制造可以发挥作用的地方。Orbital Service 使用 FFF 技术和 Zetamix 陶瓷细丝(特别是氧化铝)来设计定制的 TIG 喷嘴。这些喷嘴现在具有凹形,更适合待焊接管的体积。这减少了焊接缺陷和惰性气体的消耗。这家德国公司选择氧化铝是因为它的耐温性,并声称整个设计和制造过程只需一周时间。

选择 Zetamix 以减少维护时间
SAPCO 生产集成到工业锅炉和燃烧器中的陶瓷点火和电离电极。为此,该公司开发了使用定制机器的自动化生产流程,特别是在装配阶段。然而,这仍然很复杂:在电极焊接过程中,2 个金属边缘放置在零件周围,这些边缘通过塑料焊接销安装。由于高温,它们很快就会损坏,导致机器每天至少停止一次。这种停机时间会影响 SAPCO 的整个生产过程,迫使他们寻找另一种方法来生产这些别针。
该公司首先考虑使用陶瓷注射,但很快被证明不切实际、昂贵且难以实施。因此,SAPCO 转向增材制造并选择了陶瓷而不是聚合物。他们选择了氧化锆,它可以承受高达 800°C 的温度。Zetamix 解决方案非常理想,因为它易于部署和使用。在 5 天内,团队能够设计和生产优化的焊针。它们需要每月更换一次,这大大减少了机器维护和停机时间。

内部工具问题的答案
因此,在生产内部工具时,制造商可以依靠陶瓷 FFF 3D 打印来获得敏捷性并提高生产力。陶瓷的选择使航空、汽车、铸造和珠宝等行业能够抵抗极高的温度以及其他化学和机械限制。
最后,与其他陶瓷印刷工艺相比,选择 Nanoe 的解决方案将使用户能够部署低成本的产品。除了价格之外,这也是一个易用性的问题。FFF 工艺易于使用并集成到生产线中。在内部工具方面尤其如此:选择 Zetamix 解决方案将比其他工艺(例如光聚合)更合适,例如在生物医学领域制造非常精确的零件时,这将是首选。

关于3D打印的更多信息,请持续关注aau3d。aau作为一家专业的3D打印服务商,提供三维数据采集、工业设计、逆向工程、3D打印、制件后处理工艺等定制服务,且提供包括塑料、光敏树脂、尼龙粉末、金属粉末、石蜡等在内的20余种3D打印材料,可满足客户的一切3D打印服务需求。关于aau3D打印服务的更多详细信息,请点击此处//www.lc1024.com/cloudprint了解!





 大家都在看
大家都在看




 3D打印直通车
3D打印直通车 上传STL文件
上传STL文件 挑选模型
挑选模型
 热门标签
热门标签 精选文章
精选文章
 推荐模型
推荐模型








