

1. 引述
3D打印本质上是一种层层堆叠,增材制造的思想。借用这类思想的工艺方法有很多,大到建筑生产,小到纳米堆积。但主流的3D打印,主要集中在制造业,单体制造尺度上往在毫米到10米级制造尺度。以下我们谈论的也是在这个尺度的3D打印方法。为了不失整体性,我们先介绍特点,再业界应用,最后介绍工艺方法,对于商业应用,我个人的想法会提一提。
2. 3D打印的特点
从特点上讲3D打印的层层堆叠方法,具有高度的柔性,高度的定制性,对零件外形的制造难度,制造成本的敏感度非常低。对于一些具有大量曲面,非常难加工的复杂零件,3D打印的优势及其明显。例如下面这样一类几何体,对于传统加工来讲,往往需要5轴以上的昂贵加工中心完成。然而对于3D打印,这类零件与打印一个扳手并无明显区别。同时针对这一优势,拓扑学优化是3D打印设计的一个重要方向。这类零件,可以具有合理的强度和极轻的重量。

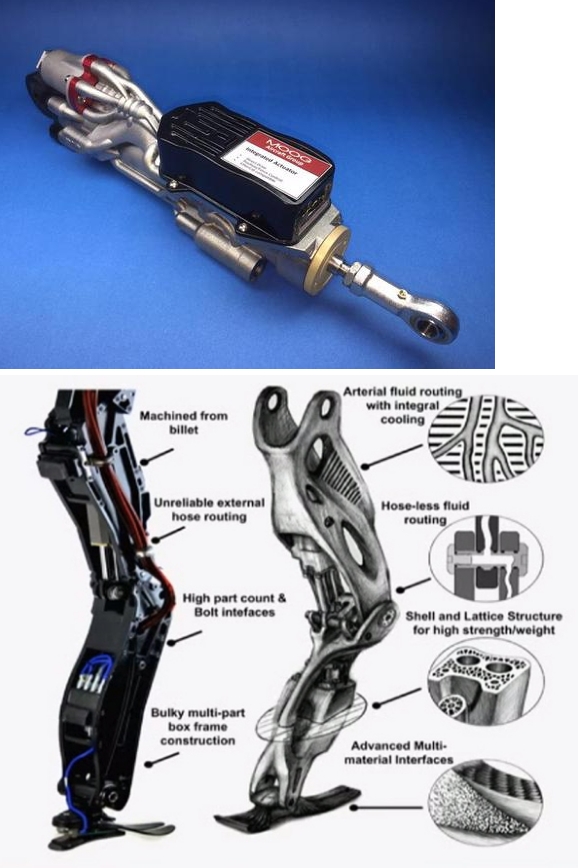
2.2 3D打印具有极强的零件整合性
在以往,对于具有复杂内部结构的产品,如液压缸,液压阀,具有内部沟道的冲压模具,往往需要拆分成多个零件,通过复杂的连接件,配合面进行精密组装。然而由于3D打印的出现,完全可以将以往的几个件,整合为一个件。液压产品巨头MOOG公司,前几年就研发出了液压缸液压阀完全整合的一体液压元件,波士顿动力的结构中也应用大量的3D打印的一体化零件,这种整合趋势和设计方法也必然是发展方向之一。
2.3 3D打印适合中小批量生产
3D打印往往是每次只生产单件或几件。从经济性上讲,3D打印随数量增加,边际成本降低很慢,甚至保持不变。这导致3D打印不是非常适合大批量生产,从现有应用上看也一般集中在小批量定制生产,中批量以上的生产不多见。例如飞机零件,火箭零件生产等。
2.4 3D打印适合工业4.0
3D打印的机器自治性非常高,往往只需要传入零件的CAD模型,就可以自主打印。无需传统制造的,重复装卡,定位等。从这一点上看,不仅节省时间成本,也非常适合所谓工业4.0的智能化,无人化生产。
2.5 3D打印的主要问题
从现有生产问题上看,大部分3D打印方法速度都很慢,最终产品的表面粗糙度较差,后续仍需要磨削,铣削等精加工。由于这一显著问题,研究趋势上主要分为两派,一派以“混合制造”为主导发展方向,既将3D打印,整合进传统加工中心,这一方向已经有DMG机床,如:DMG 3D打印铣床,如;另一派主张继续改进3D打印工艺性能。从整体上讲,两派并不矛盾,只是发展重点不同。

3.3D打印的应用领域
从应用领域,主要包括,医疗工业(人体替代植入物),航空航天工业,模具制造业,零件修复,汽车和快速设计。我按领域给大家看看,现在已经发展到什么程度。
3.1 医疗工业
首先从医疗工业上讲,人体替代物如:人造牙齿,人造膝盖等往往具有以下几个特点:1)极高的几何复杂性,2)每个人都需要单独定制,3)往往选用高加工成本的,低人体排斥性的钛合金成本。这类需求对于传统加工业,无论从加工难度,还是加工成本都是极大的挑战。而以上恰好是3D完美解决的领域。同时有研究表明激光金属烧结(SLS)由于生产过程中的不完全融合,导致内部存在细密的空穴,恰好与骨骼的结构相似,提高了人体适应性。另一方面,从强度上也具有与骨骼的相似强度,这避免了替代区域在受力时,由于骨骼和替代物强度不均导致的进一步损伤。以下几个图可以看到,现有3D打印的替代物,已经具有良好替代性。在这一领域,是一定有商业开发前景的,可惜都没人投资!

4. 3D打印的工艺方法
3D打印学术上称为增材制造(Additive Manufacturing),主要区别于传统车钳铣刨磨的减材制造(Subtractive Manufacturing)。从工艺方法上讲,3D打印是个庞杂的家族,各类细分工艺技术不胜枚举。但较为成熟的和具有具体应用场景的技术,主要有“树脂线材堆积”(FDM),激光选择性金属烧结/融合(SLS/SLM),金属线材电弧/激光制造(WAAM/WLAM),光固化树脂(SLA),连续光固化技术(CLIP)等。
3D从打印的材料分类上讲,主要分非金属和金属。显而易见的,金属零件是贯穿整个制造业的基础,所谓3D打印对制造业的革命,更多的是针对金属3d打印。我们下边简单讲一下非金属,然后主要介绍金属。
我们先讲非金属。非金属3D打印从分类上讲主要两大类,一是光固化技术(SLA),二是融化堆积技术(FDM),另有一些其他技术,如板材分层等并不主流,这里不介绍。
SLA
对于光固化技术(SLA),出现很早。其基本原理就是利用液态树脂在特定波长的光照射下转变为固体,现实中就是利用激光逐点照射来制造零件。最早的3D打印机就是基于SLA技术。SLA的问题主要还是打印速度太慢,打印强度一般,打印出来的零件效果如下图所示,像下边这几个零件,单个打印我个人估计要打印4小时左右。一般这类零件多用于展示,验证等目的,实用性不强。

去年Science上发表的连续光固化技术(CLIP),本质上也是SLA技术,只是将单点固化,转变为面投影固化。但CDLP技术的出现,可以算作是革命性的变革,不仅大大提高了打印速度(据称25~100倍),和大大提高了精度,算是真正意义上的纯3D打印。这项技术应当算是非金属3D打印的最前沿了。去年的这技术的发明团队已经做出来商业化的机器了 。听说中科院的一个所和国内的几家厂商也已经突破了这项技术,可喜可贺。
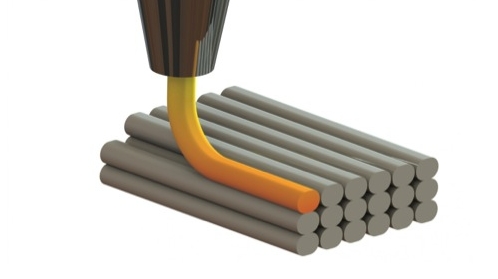
FDM
这是一个我都懒得讲的技术,我翻译叫融化堆积技术(FDM)。原理就是通过将线材塑料,在高温下(200~300度)融化成膏状,然后像挤牙膏一样“涂抹”在基底上,逐层打印。淘宝上一搜一大把的都是这种打印机,成本及其低廉,国货盛行,特别要提的就是,10几年前,对这类打印机做出贡献的RepRap公司,今年年初关门歇业了,基本就是被国货挤黄了。类似的,什么巧克力3D打印,煎饼3D打印,原理几乎都跟这个一样。
2. 金属3D打印
金属3D打印从技术上讲,主要包括粉床融合技术(Powder-bed fusion),直接融合技术(Direct Energy Deposition)。其他的还有Binder jetting等几种,并不主流不提了。主要讲粉床和直接融合。
Powder-bed Fusion 粉床融合技术
粉床融合技术,可以说是过去20几年,增材制造的核心研究技术。从过程上讲是将粉末逐层铺在平板上,然后通过激光将粉末烧结在一起。这项技术的精度非常高,已经大量应用在航空,汽车,等各项领域。我国王华明教授的团队具有世界领先的技术水平,从欧洲这边来看,他们制造的大尺寸飞机支撑件也是非常先进的。前几年他们获得了国家科学技术一等奖。绝对是实至名归。从学术上讲,Jean-Pierre Kruth教授对这项技术的大量基础问题做出了巨大贡献。去年还拿了3D打印类似终身成就奖一类的东西。
WAAM
我想3D打印我国还有机会的,恐怕就是这项技术,金属线材电弧3D打印。去年年底 Norsk Titanium这家公司完成了欧洲这边TRL8认证,这是个技术成熟度认证,9级是成熟的商业化工业技术,8级就代表技术是几乎没问题了,只需要投入验证。这项技术主要用于打印毛坯,尤其是贵金属,如钛合金毛坯。优势在于,飞机制造中大量零件的材料利用率极低,会原材料与最终产品的利用率比值在10~20:1,这在航空业叫Buy-to-fly ratio。通过这项技术,可以大大提高材料利用率,降低成本。
这项技术的就是通过电弧将金属线材融化,层层涂抹在打印材料。下图就是Cranfield大学打印的金属叶片。

国内哈工大张广军教授的团队,做的非常非常好。同时国际上澳洲woollonggong大学的Donghong Ding博士,和英国Cranfield大学都做出了巨大成绩。





 大家都在看
大家都在看




 3D打印直通车
3D打印直通车 上传STL文件
上传STL文件 挑选模型
挑选模型
 热门标签
热门标签 精选文章
精选文章
 推荐模型
推荐模型








